Инструменты для чеканки
Кроме набора разметочного и слесарного инструмента, основным рабочим инструментом чеканщика являются различного вида чеканы и молотки.
Чекан представляет собой металлический стержень со специально обработанной нижней рабочей частью (боем). Обычно длина его 120-170 мм. Однако на практике размеры чеканов колеблются и зависят от того, для какой работы они предназначены. В поперечном сечении они могут быть прямоугольные, круглые, квадратные. Наиболее удобным, но более сложным в изготовлении, считается чекан с утолщением в средней части. Он удобен в работе и хорошо гасит вибрацию в момент удара (рис. 105).
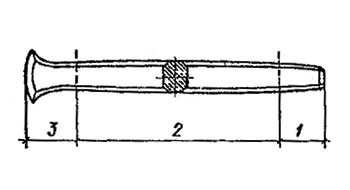
Рис. 105. Форма чекана: 1 - верхний конец чекана; 2 - остов; 3 - нижний конец (бой)
Чеканы изготовляют из сталей марок У7, У8, 50Х. Для этой цели можно использовать старый напильник, предварительно отпустив его и сточив насечку. Хорошие чеканы получают из арматурной конструкционной стали улучшенного качества.
Для изготовления чеканов стальные прутки нужного сечения режут на заготовки, на наждачном круге грубо обтачивают, а затем, зажав в тисках, с помощью напильника придают им окончательную форму. Рабочую часть обрабатывают наждачной бумагой и шлифуют. Для фактурного чекана на ней выполняют насечку и закаливают с последующим отпуском для снятия внутренних напряжений в металле. После закалки бой полируют.
Для изготовления чеканов используют также мягкие сорта стали и твердые сорта латуни и бронзы. Чеканы из них применяют в работе с мягкими металлами и для выполнения высокого рельефа, когда металл значительно утоньшается и возникает опасность его прорыва. В момент удара и расплющивания основного металла такой чекан принимает часть энергии удара на себя и слегка деформируется, что делает его работу мягкой (рис. 106).
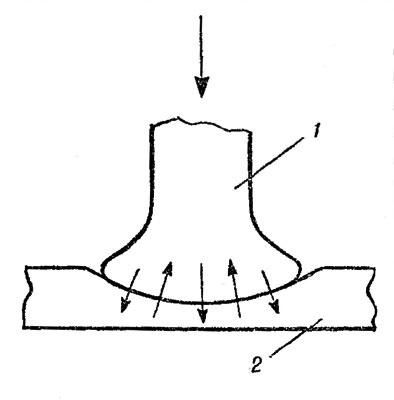
Рис. 106. Работа мягкого чекана: 1 - чекан; 2 - металл
Чеканы из мягких сортов стали требуют более частой заточки.
Для этих же целей используют чеканы, изготовленные из твердых пород дерева - бука, граба, дуба, которые меньше нагартовывают металл. Их изготавливают несколько большей длины, чем металлические, так как верхняя часть и бой быстрее сбиваются и требуют частой заточки.
Все металлические чеканы можно разделить на следующие группы:
Расходник (обводной чекан) применяется для выполнения контура рисунка на металле. В зависимости от угла заточки может давать широкую мягкую линию или тонкую и четкую (при остром угле заточки). Бой прямой или полукруглый (рис. 107).
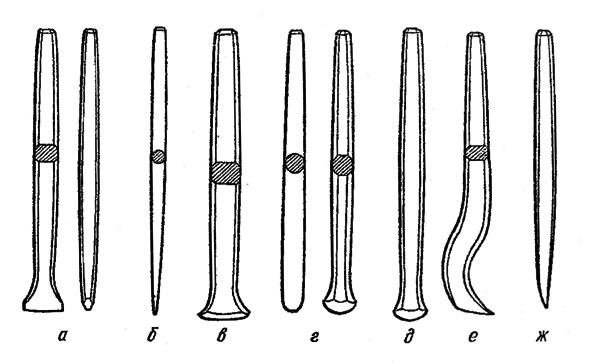
Рис. 107. Виды чеканов: а - расходник; б - канфарник; в - лощатник; г - пурошник; д - бобошник; е - специальный чекан (сапожок), ж - сечка
Канфарник - чекан с заостренным боем, конец которого слегка затуплен. Используют для перевода рисунка с бумаги на металл путем канфарения, нанесения точек по контуру рисунка, а также для канфарения контура.
Лощатник - чекан с круглой или квадратной формой боя. Применяют для выглаживания и выравнивания плоских поверхностей.
Пурошник имеет круглую сферическую головку (бой) разного диаметра. Применяют для поднятия рельефа с обратной стороны и нанесения фактуры с лицевой.
Бобошник напоминает пурошник, но имеет продолговатый элипсовидный бой. Также используют при поднятии рельефа с обратной стороны. Специальный чекан применяют при чеканке поднутренностей.
Сечка - чекан, напоминающий зубило. Имеет заточенный бой прямой или полукруглой формы. Применяют для просекания (вырубки) фона при ажурных работах.
К отдельной группе относят фигурные и рисунчатые чеканы. В фигурных (пуансонах) рабочей части с помощью гравировки или слесарных операций придают определенную форму - это может быть самостоятельный декоративный элемент или часть орнамента. Имея набор таких чеканов, можно значительно ускорить и упростить выполнение повторяющихся элементов.
При выполнении относительно крупных работ для перевода рисунка на металл иногда применяют специальное приспособление - накатку, представляющую собой металлическую штангу длиной 30-40 см (рис. 108). В верхней части ее имеется упорная пята, а в суженом противоположном конце расположен паз, в котором на оси закреплено колесико, заточенное на конус, изготовленное из закаленной стали. По всей длине штанги выполнена насечка. Работают накаткой следующим образом: левой рукой берут ее за нижнюю часть, ближе к колесику, правой - по центру. Затем выставляют колесико на линию рисунка, перенесенного на металл, упирают упорную пяту в правое плечо и начинают накатывание, регулируя руками направление движения, а давлением плеча на пяту глубину накатки. Этот прием рекомендуется применять при выполнении рисунков, не имеющих мелких элементов и малых радиусов округления.
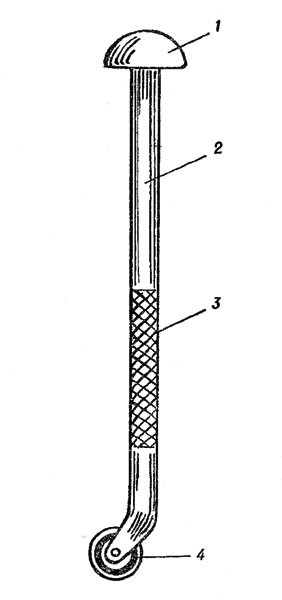
Рис. 108. Приспособление для накатки контура чеканки: 1 - упорная пята; 2 - штанга; 3 - рифление; 4 - колесико
При работе с пластичными материалами толщиной 0,3-0,5 мм используют ручные расходники и давильники с деревянной ручкой. Давильники выполняют функцию чекана. Однако давление на рабочую поверхность происходит не за счет удара молотком, а давления кистей рук. Изготавливают их из проволоки диаметром 3-4 мм с деревянной или пластмассовой ручкой.
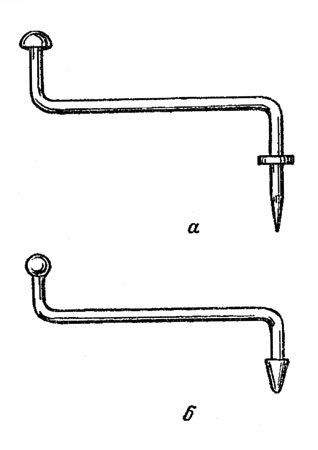
Рис. 109. Крюк (а) и трещотка (б)
При чеканке различных объемных полых изделий для выколачивания рельефа на объемной форме применяют крюки и трещотки, представляющие собой стальные стержни с загнутыми рабочими концами под прямым углом, направленными в противоположные стороны (рис. 109). Для изготовления этого инструмента желательно использовать пружинные сорта сталей. Рабочим концам крюков и трещоток придают разнообразную форму, однако притупленную настолько, чтобы в момент удара не прорывался металл. В крюке оба отогнутых конца рабочие, в трещотке один конец рабочий, а другой крепят в тисках или забивают в деревянную колоду (рис. 110). Длина крюков и трещоток зависит от размеров изделия, но не менее 250 мм, поперечное сечение их 8-16 мм в зависимости от общей длины. Выполнять их более толстыми не следует поскольку ухудшатся пружинистые свойства и потребуются более сильные удары молотком.
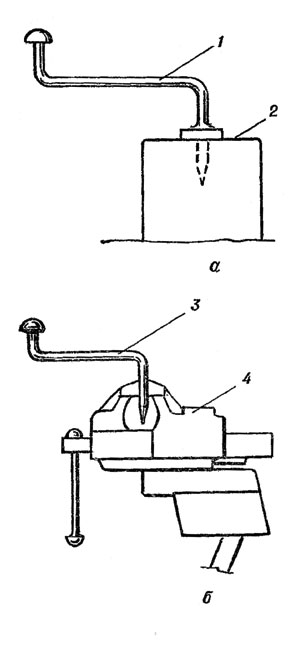
Рис. 110. Крепление трещоток и крюков: а - крепление трещотки в деревянной колоде; б - крепление крюка в тисках; 1 - трещотка; 2 - деревянная колода; 3 - крюк; 4 - тиски
Вторым главным инструментом чеканщика являются чеканные молотки, которые могут иметь разнообразную форму и быть выполнены в зависимости от назначения из металла, дерева или резины. Иногда в резиновые молотки делают металлическую вставку.
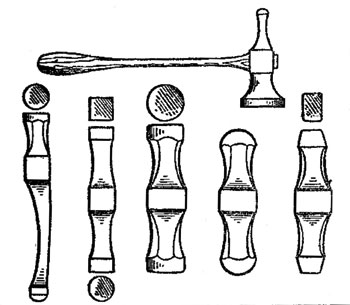
Рис. 111. Фасонные молотки для чеканки
Металлические молотки служат для выколачивания форм и ударов по чекану, деревянные и резиновые - для вытяжки рельефа и разравнивания фона. Масса металлических молотков 80-300 г. Широко применяются молотки массой 120-200 г, изготавливаемые с помощью слесарных или токарных инструментов. Одному концу молотка придают сферическую форму, а другому - плоскую. Оба конца молотка можно выполнить фасонными. Бой чеканного молотка шлифуют и полируют до зеркального блеска (рис. 111).
https://www.mega-xxx.tv/video/seks-s-aziatkami.html
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'