Приемы и технология ковки
Прежде чем приступить к ковке, необходимо научиться правильно разжигать горн и овладеть приемами нагрева металла. Перед началом работы горн следует хорошо вычистить, горновое гнездо или колосники, а также зольную камеру освободить от остатков несгоревшего топлива и золы. В горновое гнездо укладывают древесную щепу, бересту или другой легковоспламеняющийся материал, а сверху - дрова. Когда дрова разгорятся, включают поддув и небольшими порциями подкладывают топливо до тех пор, пока не образуется жаровой массив.
При нагреве металла следует учитывать, что при большой подаче воздуха происходит интенсивное его выгорание, которое может привести к полной непригодности заготовки. Малое количество подаваемого воздуха, наоборот, не дает нужной температуры. Никогда не следует работать с холодным металлом, а при изготовлении инструмента необходимо особенно тщательно соблюдать температурный режим ковки.
В процессе ковки применяют разнообразные приемы и используют различные кузнечные инструменты, чередуя их в разных комбинациях и последовательности. Однако все многообразие приемов можно свести к следующим основным операциям: осадка и высадка, вытяжка, рубка, прошивка, гибка, скручивание, выглаживание.
Осадка и высадка. Осадку применяют, когда необходимо увеличить поперечное сечение заготовки за счет уменьшения ее длины. Если осадку необходимо выполнить не по всей длине заготовки, а только на определенном участке, эту операцию называют высадкой. Осадку применяют при изготовлении инструмента (формирование бойка фасонного молотка) и выполнении декоративных элементов, имеющих переменное сечение.
При осадке часть заготовки нагревают, ставят вертикально на наковальню и наносят удары по верхнему концу. Длина поковки или нагретой части заготовки при высадке не должна превышать 2-2,5 диаметра заготовки, иначе она изогнется. Если нет возможности ограничить зону нагрева заготовки, то на ней зубилом делают засечки на месте высадки. Затем разогретую заготовку берут клещами и быстро охлаждают в воде концы, а часть, отмеченную засечками, оставляют разогретой. После этого заготовку переносят на наковальню и производят высадку.
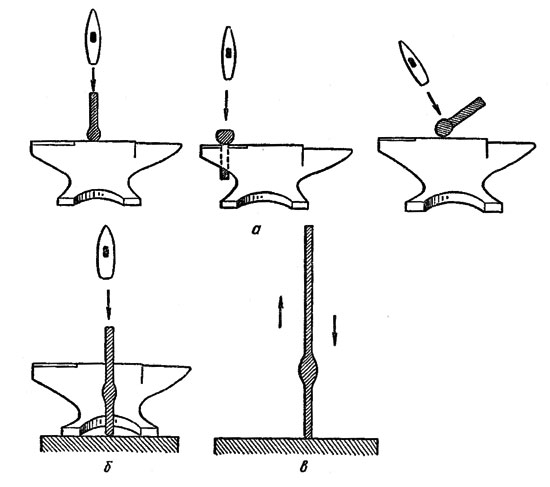
Рис. 28. Высадка: а - формирование утолщения на конце заготовки; б - в середине: в - высадка на основании наковальни длинномерной заготовки
При необходимости операцию повторяют несколько раз. Длинномерные заготовки со значительной массой можно высаживать без молотка, нанося удары по наковальне непосредственно самой заготовкой (рис. 28). Если утолщение приобрело неправильную форму или сместилось, то операцию повторяют или устраняют дефект с помощью проковки.
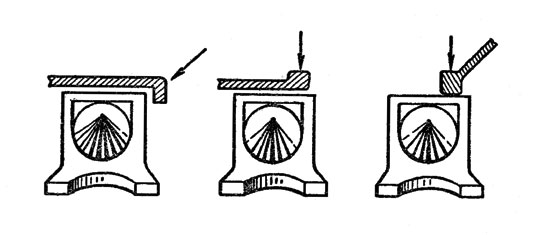
Рис. 29. Высадка с загибом, конца заготовки
Иногда необходимо увеличить объем заготовки на одном конце. Для этого разогретый конец загибают под углом 90° (длина загнутого конца не более 2,5 диаметра), затем переворачивают, кладут на наковальню, осаживают и проковкой придают необходимую форму (рис. 29).
Вытяжка - одна из наиболее распространенных операций в ковке. Применяется для увеличения длины заготовки или изменения ее конфигурации за счет уменьшения поперечного сечения. Если необходимо из толстого куска металла отковать полосу, раскаленную заготовку кладут на наковальню, удерживая клещами, и наносят удары узким бойком кувалды, по всей длине. 3атем поковку поворачивают и повторяют операцию.
Когда заготовка достигнет нужных размеров, ее окончательно формируют ручником и при необходимости обрабатывают гладилкой.
При небольших размерах заготовки вытяжку выполняют так: заготовку, удерживая клещами, ставят на угол наковальни и наносят сильные удары ручником. Затем ее смещают, поворачивают на 90° и опять ударяют ручником. Операцию повторяют до тех пор, пока заготовка не примет нужных размеров (рис. 30).
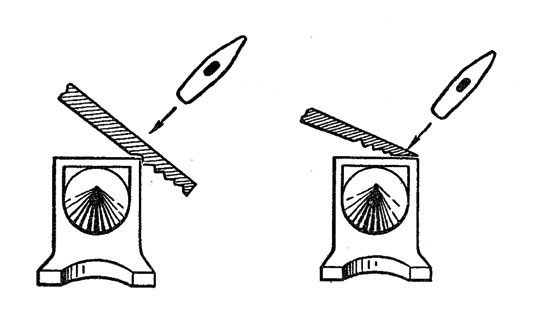
Рис. 30. Вытяжка на углу наковальни
Поковку круглого сечения вытягивают, придавая ей в сечении форму квадрата, затем грани сбивают на восьмиугольник и в обжимках окончательно формируют и выглаживают полученный пруток круглого сечения. Так же поступают и в тех случаях, когда необходимо иметь заготовку с разными формами поперечного сечения и объема (рис. 31).
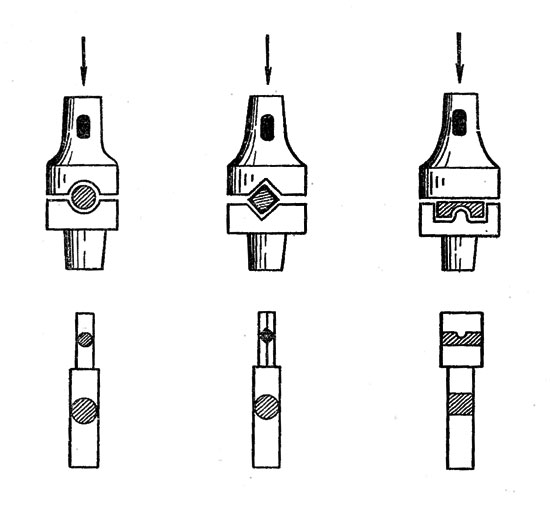
Рис. 31. Изготовление заготовок с переменным поперечным сечением
Расплющивание, или разгонку, применяют, когда нужно увеличить площадь заготовки или часть ее за счет уменьшения толщины. Расплющивание выполняют, нанося удары ручником или кувалдой. Если участок, который необходимо расплющить, имеет строго фиксированные размеры, то применяют соответствующую наставку. Для ускорения процесса используют раскатки (разгонки) плоской или полукруглой формы. Имея малую площадь рабочей части и принимая всю силу удара на себя, раскатка входит в металл и раздвигает его в стороны (рис. 32).
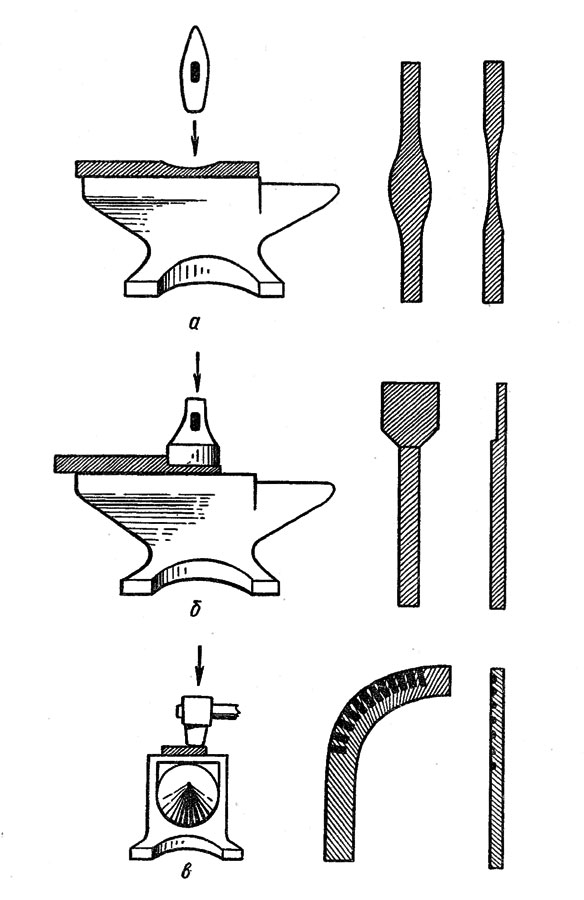
Рис. 32. Расплющивание: а - ручником; б - наставкой; в - разгонка с помощью раскатки
Вытяжку пустотелых заготовок (например, труб) производят на оправках с небольшой конусностью и применением круглых или квадратных обжимок в зависимости от формы заготовки. Если заготовка большого диаметра, то операцию выполняют на соответствующих шпераках или роге наковальни свободной ковкой без обжимок.

Рис. 33. Раздача колец на роге наковальни
Раздачу на оправке, роге шперака или наковальни применяют при изготовлении неразъемных колец, обечаек, обручей (рис. 33). Предварительно высаженную и прошитую заготовку одевают на цилиндрическую оправку, опирающуюся обоими концами на подставку или рог наковальни, и ударами ручника или подбойки осуществляют раздачу кольца. Следует помнить, что в процессе раздачи увеличивается внутренний и внешний диаметр колец, но уменьшается их поперечное сечение. Мелкие заготовки можно раздавать на конусах и оправках, вставляемых в отверстие наковальни.
Рубка - кузнечная операция, с помощью которой поковку разделяют на части. Для этого используют кузнечные и слесарные зубила, а в некоторых случаях и другие кузнечные инструменты и приспособления. Выполняют рубку как горячего, так и холодного металла. Для холодной, рубки зубило затачивают под углом 60°. При холодной рубке в заготовке возникают сильные внутренние напряжения, что может привести к образованию трещин и разрывов, поэтому металл желательно предварительно отжечь. Для горячей рубки зубило затачивают под углом 80-85°. Перед рубкой горячего металла и в процессе ее зубило необходимо охлаждать в воде, а лучше в масляной эмульсии, где одновременно с охлаждением происходит смазка рабочей части зубила, что предупреждает пригар инструмента к заготовке.
Перед нагреванием деталь размечают и по отметкам или контуру на холодной заготовке делают насечку зубилом или керном. Затем заготовку нагревают, переносят на наковальню и выполняют рубку, нанося сильные удары кувалдой.
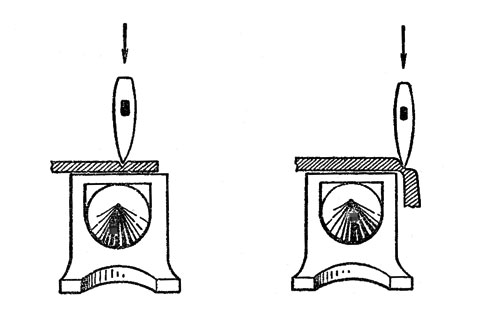
Рис. 34. Рубка заготовки на краю наковальни
Не следует зубило передерживать в массе разогретого металла, так как, набрав тепло из заготовки, оно отпустится и сядет. Под рукой желательно иметь несколько зубил, чтобы в случае порчи одного воспользоваться другими. Разрубку производят на 2/3 глубины заготовки, затем ее переворачивают так, чтобы место разруба находилось на краю наковальни, и окончательно отрубывают (рис. 34). Линейные заготовки можно также рубить с помощью подсечки. Заготовку переносят на подсечку, наставляют зубило и отрубывают (рис. 35). При отсутствии молотобойца наносят удары ручником по уложенной на подсечку заготовке. При этом надо следить, чтобы не допустить сплошной прорубки, иначе можно повредить подсечку и рабочую часть молотка.
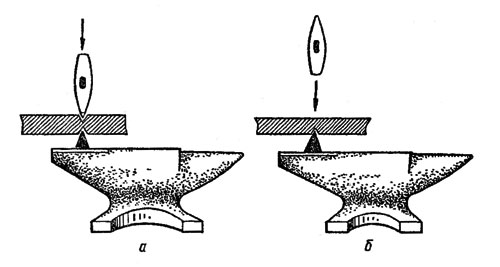
Рис. 35. Рубка: а - зубилом на подсечке; б - на одной подсечке
Рубку условно можно разделить на следующие разновидности:
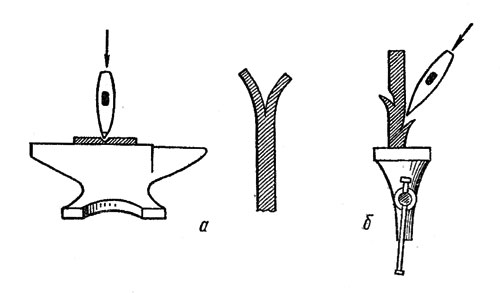
Рис. 36. Разрубка: а - на наковальне; б - в тисках
- разрубка - заготовку только надрубывают и она остается прочно связанной с основной массой, затем разрубленные части вытягивают, закручивают и т. д. (рис. 36);
- обрубка - отделение металла по наружному контуру;
- вырубка - отделение металла по внутреннему контуру.
Обычно последние два приема используют при работе с листовыми материалами. Разрубку листового металла толщиной до 3 мм выполняют холодным способом, а большей толщиной - горячим. При этом можно использовать такой прием: разогретую заготовку из листового металла кладут на наковальню или стальную плиту и разрубывают зубилом, не дорубывая на 1 мм металл по толщине. После того как рисунок пройден по контуру полностью, заготовке дают остыть. Затем рубку выполняют холодным способом на подкладке.
Для вырубки отверстий сложных форм целесообразно применять фасонные зубила. Но ввиду определенной сложности изготовления и заточки использовать их рекомендуется при горячей рубке и нанесении декоративной насечки.
Следует учесть, что от толщины зубила, угла и способа его заточки зависит внешний вид изделия. Зубила с тонким лезвием дают более тонкую линию разруба, однако менее прочны и быстрее садятся. Зубила с толстым лезвием более долговечны в работе, однако при их использовании в результате разгонки может произойти деформация изделия, но в то же время это свойство можно использовать как технологический или декоративный прием (рис. 37).
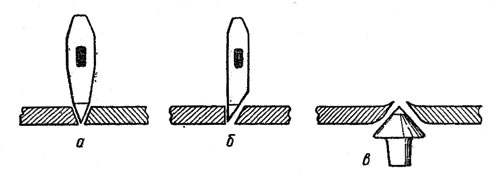
Рис. 37. Формы кромок разрубываемога металла: а - тонким зубилом; б - зубилом с односторонней заточкой; в - на подсечке
Прошивка (пробивка) - способ получения сквозных и глухих отверстий в поковке. Операцию выполняют с помощью пробойников (бородков), имеющих различную форму рабочей части, в некоторых случаях используют зубила и оправки. Для прошивки необходимо сильно нагреть заготовку. Отверстие пробивают в несколько приемов на наковальне или пробойной плите, утепленной на ней (рис. 38). Место будущего отверстия должно находиться над отверстием наковальни или плиты и быть несколько большего размера, чем пробойник. После нескольких ударов в нижней части заготовки происходит выпучивание металла. Не вынимая пробойника, заготовку переносят на плоскость наковальни и еще наносят несколько ударов, пока на выпуклой части ее не образуется темное пятно, точно соответствующее месту отверстия с обратной стороны. После этого пробойник вынимают и охлаждают. Затем заготовку переворачивают на 180° и выполняют встречную операцию. В результате вырубают участок металла, который называется выдрой.
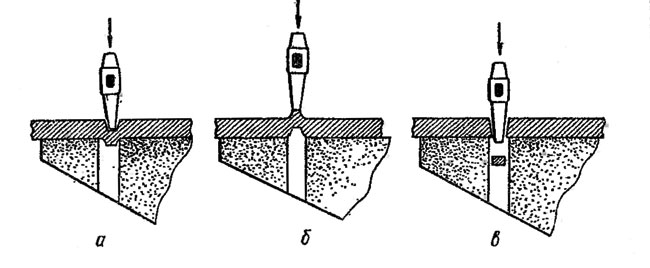
Рис. 38. Пробивка на отверстии наковальни (а, б, в - последовательность операций)
При другом способе прошивки заготовку кладут на плоскую часть наковальни и ударяют по бородку до тех пор, пока не почувствуют так называемый отбой, т. е. предел уплотнения металла. Затем все операции выполняют, как в первом случае. При этом способе прошивки вследствие разной структуры металла четко проявляются контуры отверстия (рис. 39). Если оно получилось меньшего размера, чем необходимо, или иной формы, в предварительно нагретое отверстие вставляют оправку нужного профиля и его окончательно формируют.
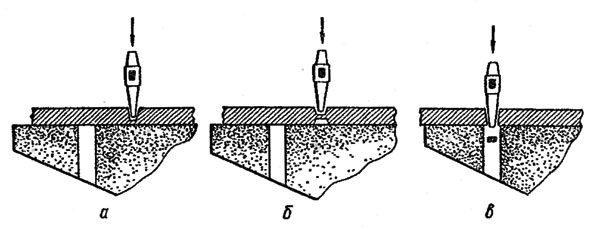
Рис. 39. Пробивка с предварительным уплотнением металла (а, б, в - последовательность операций)
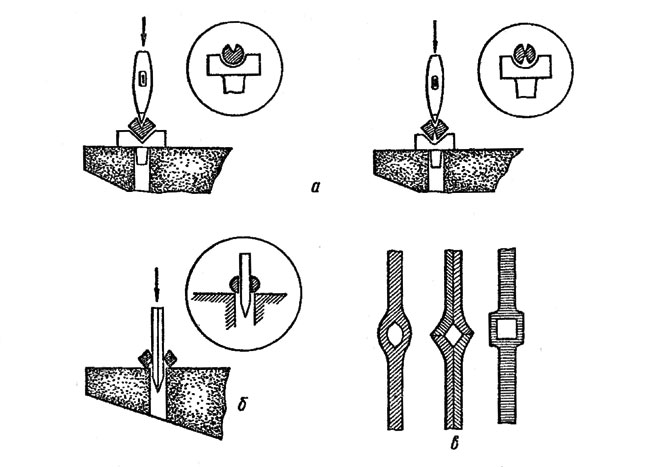
Рис. 40. Пробивка отверстий через грань: а - разрубка; б - формирование отверстия оправкой; в - формы отверстий, получаемых способом разрубки
В тех случаях, когда необходимо пробить отверстие в квадрате через грань, используют зубило. Квадратную заготовку укладывают на нижник, удерживающий ее в нужном положении, и разрубывают зубилом (рис. 40), затем формируют соответствующей оправкой. С заготовками круглого сечения поступают иначе: место будущего отверстия легкими ударами уплощают и далее производят разрубку. Этот способ можно применять также при рубке через грань. При необходимости иметь отверстие большее, чем имеющиеся в наличии оправки, заготовку разрубывают и разводят наибольшей оправкой, после этого надевают на рог наковальни и проковывают до нужного размера и формы (рис. 41). Зубило, применяемое для пробивки отверстий, должно быть слегка выгнутое и в разрезе иметь форму конусов, соединенных основаниями (рис. 42).
Рис. 41. Формирование отверстий большого диаметра
Рис. 42. Зубило для пробивки отверстий: 1 - форма лезвия зубила; 2 - разруб, полученный при использовании зубила с прямой заточкой; 3 - разруб, полученный зубилом с конусной формой
Гибка - операция, при которой заготовке или ее части придают изогнутую форму. Заготовка может быть как в холодном, так и в горячем состоянии, в зависимости от ее толщины и профиля, а также формы изгиба. Гибку выполняют на наковальне, в тисках или на иных приспособлениях. При изгибаний заготовки под прямым углом ее нагревают и укладывают на край наковальни, прижимают кувалдой и загибают выступающий конец ручником. При этом следует учесть, что в месте изгиба уменьшается поперечное сечение. В заготовках с малым поперечным сечением этим можно пренебречь.
Рис. 43. Гибка на углу наковальни: а - с высадкой; б - с подсечкой
Если необходимо выдержать размеры сечения, место изгиба предварительно осаживают. И наоборот, если изгиб имеет декоративный характер или не несет больших нагрузок, место изгиба подсекается и легко гнется на заданный угол (рис. 43). При гибке в тисках под прямым углом одновременно осуществляют осадку и гибку (рис. 44). Эту операцию необходимо выполнять быстро, так как тиски забирают тепло заготовки и она быстро остывает.
Рис. 44. Гибка и осаживание в тисках: а - заготовок квадратного и прямоугольного сечения; б – круглого сечения
Легкие изгибы выполняют на металле в холодном состоянии. Для этого заготовку укладывают одним концом на нижник, а другим опирают на поверхность наковальни и сверху наносят удары. При изготовлении нескольких одинаковых деталей пользуются плитой или кондуктором.
Скручивание (торсировка) - операция, при которой часть заготовки проворачивают относительно другой вокруг общей оси. Обычно скручиваемые стержни или элементы изделия имеют квадратное или прямоугольное сечение. Стержни толщиной до 15 мм скручивают в холодном состоянии. Перед скручиванием заготовку хорошо отжигают, охлаждая в золе или дав ей остыть вместе с горном в угле. Затем размечают место закрутки, один конец зажимают в тисках или вставляют в паз гребенки соответствующего размера, а на другой надевают вороток и проворачивают на нужное количество оборотов. Иногда для фиксации линейных размеров торсировки используют отрезок трубы необходимого размера (рис. 45).
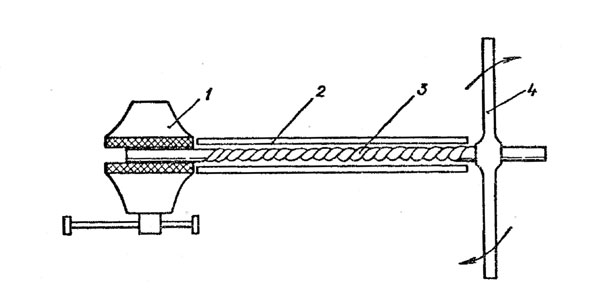
Рис. 45. Скручивание (торсировка) на 'холодную': 1 - тиски; 2 - труба; 3 - заготовка; 4 - вороток
Скручивание более толстых заготовок вызывает определенные трудности. Заготовку предварительно нагревают. Нагревается она неравномерно, поэтому при скручивании образуются неравномерные витки, поскольку горячая часть скручивается больше, холодная - меньше; В некоторых случаях этим можно пренебречь. Но если все же необходимо получить одинаковые витки, то поступают следующим образом: нагревают как можно большую часть заготовки, перемещая ее в горне и добиваясь равномерного нагрева в зоне будущей закрутки. Затем проводят скручивание. Красиво выглядят стержни, у которых перед торсировкой по граням выдавлены бородки. Если нагреть только половину места закрутки, а затем горячий конец зажать, а холодный крутить, то получают эффект, когда густой завиток постепенно сходит на нет. Невозможность равномерного нагрева и как следствие неравномерность закрутки можно использовать как художественный прием, выполнив встречную закрутку. Для этого максимально нагревают заготовку по центру торсировки. Затем, зафиксировав ее по краям границы нагрева, по центру начинают скручивание.
Таким образом получают закрутку с плотным завитком по центру и постепенно сходящим на нет к краям заготовки (рис. 46).
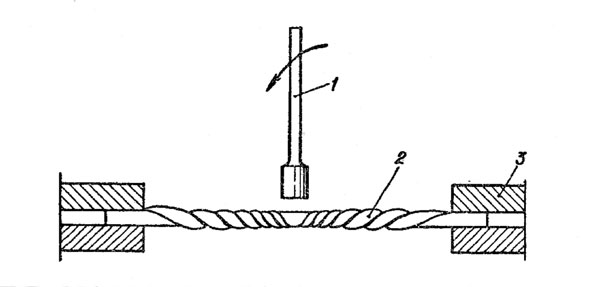
Рис. 46. Торсировка со встречной закруткой: 1 - вороток; 2 - заготовка; 3 - место фиксации заготовки
Выглаживание - это операции по отделке изделия, выполняемые после того, как основная форма выкована и выполнены все формообразующие приемы. Выглаживание делают при нагреве изделия до темно-вишневого цвета. Более сильный нагрев может привести к его деформации. Для выглаживания применяют плоские гладилки, для выпуклых и вогнутых мест - специальные. Выглаживание выполняют перемещением гладилки по изделию, нанося по ней удары ручником. Рекомендуется выглаживать не все изделие, а часть его, например конструктивную линию, а элементы декора оставлять "из-под молотка".
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'