Глава 7. Монтировочные операции
1. Пайка
В процессе выполнения монтировочных операций производится сборка (монтаж) ювелирного изделия из отдельных элементов. Основными процессами монтировки ювелирного изделия являются: пайка, сборка филиграни, сборка подвижных соединений, опиливание и шабровка изделия и закрепка камней.
Пайка - это процесс соединения металлических деталей, находящихся в твердом состоянии, посредством расплавленного связующего металла или сплава - припоя, имеющего более низкую температуру плавления, чем соединяемый основной металл,
В процессе паяния между расплавленным припоем и основаным металлом на небольшой глубине происходят процессы взаимного растворения и диффузии. Причем в отличие от сварки, при которой наряду с припоем оплавляются кромки или торцы соединяемых деталей, при паянии расплавляется только присадочный материал, т. е. припой. При этом для получения прочного паяного соединения необходимо добиться такого взаимодействия припоя с паяемым металлом, при котором атомы жидкого припоя вступают во взаимодействие с атомами паяемого металла, т. е. происходит смачивание жидким металлом твердого. Смачивание металлов можно улучшить с помощью флюса, который наряду с облегчением процесса соединения металлов способствует удалению окислов из мест пайки.
Ювелирные припои различают но их металлическим основам. Кроме основного металла они содержат значительное количество меди, цинка, кадмия, олова. В зависимости от содержания прибавок этих металлов припои подразделяются на мягкие (легкоплавкие) и твердые (средне- и тугоплавкие). Припои должны удовлетворять следующим условиям: плавиться в тот момент, когда основной металл еще находится в твердом состоянии: хорошо растекаться по спаиваемому металлу; соединение припоя с основным металлом должно быть долговечным.
Разнообразие составов, свойств и условий применения припоев вызывает различные способы их изготовления. Для практического применения из них изготовляют фольгу и ленту различной толщины, прутки и проволоку.
Металлы и сплавы с низкой температурой плавления (300 - 700°С) паяют мягкими припоями, а с высокой температурой (900 - 1800°С) плавления - твердыми.
Мягкие припои, применяемые в ювелирном производстве (табл. 6), - это в основном сплавы системы олово - свинец, где содержание олова составляет 50 - 60%. Для улучшения свойств припоя к олову и свинцу добавляют незначительные количества других металлов. Температура плавления оловянных припоев да 300°С.
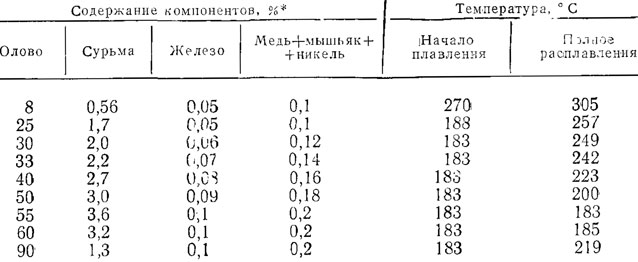
Табл. 6. Состав и свойства мягких припоев
* (Во всех составах остальное количество падает на свинец)
Твердые припои, применяемые в ювелирном производстве, изготовляют, как правило, на основе золота и серебра (табл. 7 и 8). Для понижения температуры плавления в состав твердых припоев вводят цинк и кадмий. Эти припои отличаются высокой коррозионной стойкостью. Цвет припоев для золота определяется в основном соотношением меди и серебра в их составе. Содержание основного металла (золото, серебро) в составе припоя должно соответствовать установленной пробе припоя.
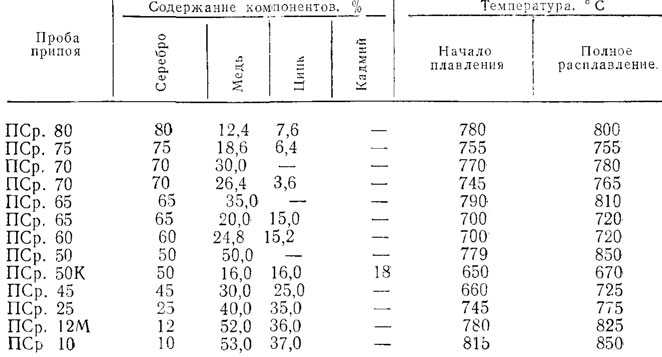
Табл. 7. Состав и свойства припоев на основе серебра
Кроме припоев на основе золота и серебра в ювелирном производстве применяются твердые медно-цинковые и медно-фосфорные припои, т. е. припои на основе меди. Для получения необходимых свойств в них добавляют олово, марганец, железо, алюминий и другие металлы. Соединения, паянные припоями на основе меди, выдерживают высокие механические нагрузки.
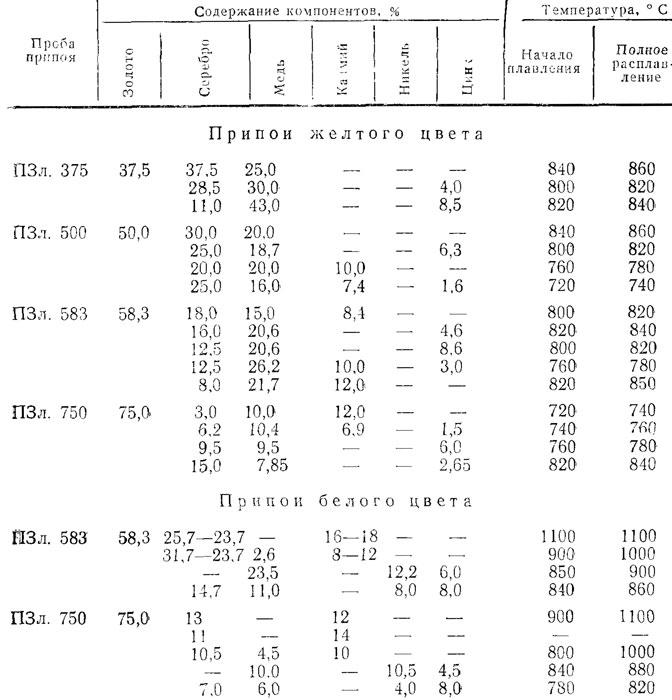
Табл. 8. Состав и свойства припоев на основе золота
Флюсы - это активные химические вещества, предназначенные для снижения поверхностного натяжения и улучшения растекания жидкого припоя, а также для очистки поверхности паяемого металла от окислов. В качестве флюсов для пайки ювелирных изделий используются растворы буры и борной кислоты. Выбор флюса зависит от степени окисления сплава, подлежащего паянию. Флюс должен обеспечить смачивание металла припоем и быть безопасным в работе.
Самым универсальным флюсом для пайки золотых изделий служит водный раствор буры с борной кислотой в соотношении 1:1 по объему. Для приготовления флюса равные части буры и борной кислоты перемешивают и тщательно растирают в фосфорной ступке, растворяют в дистиллированной воде и при нагреве кипятят до выпадения твердой фазы. Полученную смесь растирают до образования гладкой массы, разбавляют дистиллированной водой до получения жидкой пасты и охлаждают. Пользоваться этим флюсом удобно. Из-за своего жидкого состояния он легко проникает в зазоры спаиваемых деталей.
Изделия из золотых сплавов, в которых содержится никель, а также из сплавов серебра и мельхиора спаивают с применением в качестве флюса насыщенного раствора буры. Он представляет собой жидкую кашицу, степень густоты которой поддерживается доливанием воды. Для приготовления флюса в фарфоровую ступку засыпают определенное количество порошкообразной буры и наливают воду так, чтобы она покрыла порошок. Затем ступку нагревают до полного растворения бурш и охлаждают. Охлаждаясь, раствор кристаллизуется. Кристаллы тщательно перетирают и заливают водой для образования жидкой кашицы.
Пригодность флюса определяют на чистой пластине основного металла. Для этого на одну сторону наносят флюс, а с другой стороны (снизу) нагревают пластину горелкой. После испарения влаги на пластине остается белый налет, который затем плавится и равномерно растекается по металлу. Если при нагреве флюс собирается в шарики, то он считается непригодным для данного металла. Способность к растворению окисною пленки определяют после промывки пластины: если под слоем отмытого расплавленного флюса остается чистая поверхность, металла, то флюс активен и хорошо защищает поверхность данного металла от воздействия высоких температур паяния.
Перед пайкой необходима подготовка поверхности изделия или отдельных деталей путем припасовки или подгонки деталей. Зазоры должны быть минимальными. Затем с подготовленной поверхности удаляют окислы и загрязнения для проявления действия капиллярного притяжения между припоем и окисным металлом.
Механическую очистку осуществляют шлифовкой, опиловкой, зачисткой стальной щеткой и т. д. В некоторых случаях для лучшей очистки поверхности после механической применяется еще и химическая очистка, которая наиболее эффективна. Для очистки можно применять четыреххлористый углерод, трихлорэтилен, тринатрийфосфат. Выбор требуемого очистителя зависит от индивидуальных особенностей очищаемого материала. При этом необходимо, чтобы применяемый реактив легко смывался с поверхности металла, так как его остатки могут повредить основному металлу или образовать на поверхности нежелательную пленку. После очистки поверхности пайку рекомендуется проводить как можно быстрее, чтобы избежать появления на поверхности новых окислов.
Очищенные детали фиксируют на асбестовой прокладке либо наложением одной детали на другую (пайка внахлестку), либо удерживая плоскогубцами, соединяя зажимами встык, или другим способом, обеспечивающим доступ к месту соединения деталей.
Затем на поверхности, подлежащие пайке, наносят флюс. Жидкий флюс наносят кисточкой или тонкой заостренной палочкой, а пастообразные - маленьким шпателем. После этого на место пайки накладывают кусочек припоя, необходимого для заполнения стыка.
Нагревая припой и одновременно соединяемые детали, добиваются расплавления припоя и заполнения им стыков между деталями. Когда жидкий припой полностью заполнит стык деталей, нагрев прекращают, припой затвердевает и связывает соединяемые детали.
В настоящее время в ювелирном производстве применяются следующие способы пайки: паяльником, пламенем горелки, при серийном производстве в конвейерных печах, а также точечной или микроплазменной сваркой, сваркой на специальных сварочных аппаратах.
Пайку мягкими (оловянно-свинцовыми) припоями осуществляют с помощью паяльника. Паяльник может быть электрическим или молоткового типа, нагреваемый с помощью пламени горелки или на электроплитке. Рабочая часть паяльника должна быть изготовлена из красной меди и иметь клинообразное лезвие. Острием горячего паяльника берут припой и наносят на спаиваемую поверхность. Паяльник применяют для пайки изделий из меди и ее сплавов, а также стальных изделий, покрытых серебром, медью, оловом или кадмием.
Пайка с применением ручной горелки - наиболее широко распространенный способ, особенно в условиях предприятий, выполняющих индивидуальные заказы. При этом могут применяться как стандартные, так и специальные ювелирные горелки облегченной конструкции, показанные на рис. 4,б. Основные виды топлива для ручных горелок - это природный газ и бензин, которые перед употреблением смешивают с кислородом или воздухом в различных соотношениях, что обеспечивает регулирование пламени.
Горелки используют для паяния ювелирных изделий твердыми припоями. Чтобы довести твердые припои до высокой текучести, необходимо мягким пламенем при равномерном круговом движении горелки нагревать наряду с припоем все изделие или соединяемые детали. Постепенно пламя делают острее, чтобы сконцентрировать его на месте пайки. Затем все изделие или соединяемые детали опять подогревают мягким пламенем. Так действуют до тех пор, пока припой не потечет. Причем припой всегда течет к месту с максимальной температурой, поэтому, чтобы припой потек в нужном направлении, необходимо регулировать распределение тепла, т. е. пламя горелки и его направление. Тепловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. С увеличением толщины металла угол наклона увеличивают, с уменьшением толщины - уменьшают.
Для припаивания к корпусу крупногабаритного изделия филигранного узора, когда филигрань занимает значительную часть площади поверхности изделия, требуется высокотемпературный нагрев всего корпуса изделия. Такие изделия паяют широким мягким пламенем горелки или специальными многофакельными горелками, причем изделие устанавливают и вращают так, чтобы паяемая филигрань равномерно нагревалась. Пайка пламенем горелки трудоемка и требует от ювелира навыков.
Для получения прочного соединения стыков колец и других ювелирных изделий применяется микроплазменная сварка, где плазмообразующими газами являются аргон и гелий. Сварка осуществляется на специальном аппарате-автомате МПУ без присадочного материала (припоя), т. е. под действием плазмы металл расплавляется и происходит его диффузия.
После регулировки необходимого количества плазмообразующих газов к изделию, установленному на специальную подставку, подводят горелку. Основная дуга в горелке включается с помощью микровыключателя. Время сварки зависит от толщины металлов. Такой вид сварки обеспечивает прочное соединение стыка, делая сварной шов практически незаметным.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'