5.3. Изготовление кастов
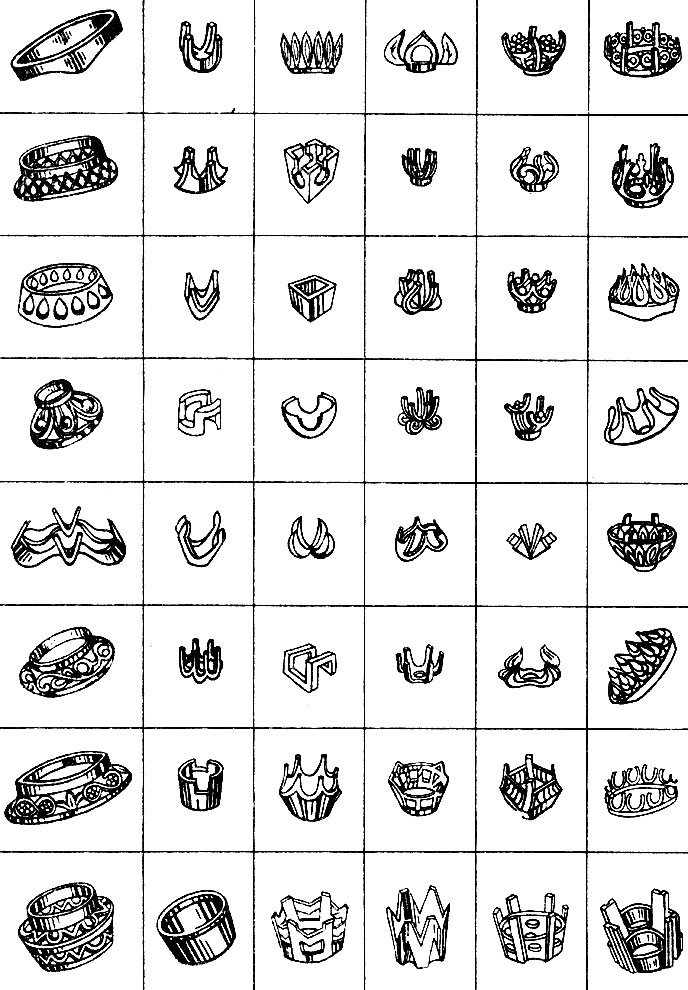
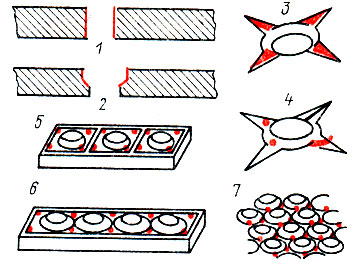
Рис. 5.3. Касты
Каст - это место крепления вставки. Различают следующие основные и широко применяемые виды кастов: глухие, ободковые (царговые), крапановые и корнеровые (рис. 5.3).
Таблица 5.4
| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак) | |
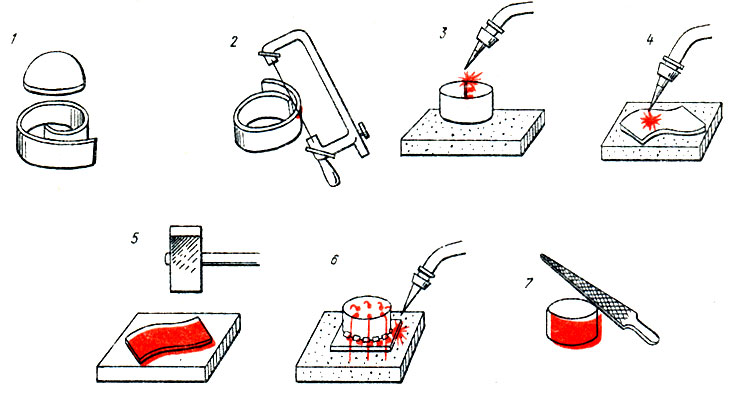
| Взять прокатанную полоску металла из золота, серебра, мельхиора, меди толщиной 0,25 - 0,35 мм и плотно (до удержания) обогнуть выбранную для закрепления вставку по диаметру рундиста (эскиз 1 ), т. е. Согнуть по форме камня (ширина полоски - высота каста - должна равняться высоте рундиста плюс 1,5 - 2 мм на припуск для закрепления вставки) | Круглогубцы |
| Пропилить в месте стыка: отрезать лишний металл, чем одновременно обеспечить качественную припасовку перед пайкой (эскиз 2) | Лобзик |
| Вырезать припой: для каста из золота - П3л585-1 из серебра - ПСр-10, из меди - ПМЦ-48, из мельхиора - ПМФ-9 | Ножницы |
| Офлюсовать заготовку для каста | Кисточка, флюс |
| Наложить припой: укладывают с внутренней стороны (удерживается в требуемом положении флюсом) | Пинцет |
| Паять; следует помнить, что припой, растекаясь, затягивается и на внешнюю сторону стенки (эскиз 3) | Асбестовый лист или леткал, горелка |
| Примечание: в процессе пайки происходит отжиг | |
| Отрезать заготовку-пластину из листового проката толщиной 0,8 - 1 мм для основания (донышка) каста | Ножницы |
| Отжечь заготовку: до появления малинового цвета (эскиз 4) | Асбестовый лист или леткал, горелка |
| Править заготовку (эскиз 5) | Флакейзеи, молоток деревянный |
| Нарезать припой: для каста из золота - П3л585-IV, из серебра - ПСр-45, из меди - ПМЦ-36, из мельхиора - ПМФОЦ-7 | Ножницы |
| Припасовать детали каста друг к другу, укрепить (зафиксировать) в требуемом положении, офлюсовать место пайки, уложить припой | Булавки,кисточка, флюс, припой, пинцет |
| Паять детали каста (эскиз 6) | Асбестовый лист или леткал, горелка |
| Отбелить каст: из золота в 20%-ном растворе HNO3; из серебра в 10%-ном растворе HNO3. из мельхиора и меди в 5%-ном растворе НСl; промыть, просушить | Отбел, кислостойкая ванночка, пинцет, ванночка обычная |
| Опилить каст по обечайке в стыке и кругом (эскиз 7) | Надфиль, напильник |
Глухой каст. Глухой каст - это чашечка с плоским дном, на котором покоится основание вставки. В глухие касты закрепляют непрозрачные круглые, овальные и граненые вставки. Вставка удерживается в касте путем обжатия ее со всех сторон стенками каста. Глухие касты нереко называют низкими, поскольку высота их несколько ниже обычной. Пример изготовления глухого каста для круглых и овальных вставок приведен в табл. 5.4, а для граненых вставок в табл. 5.5.
Таблица 5.5
| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак) | |
| Рассчитать длину заготовки: замерить длину каждой грани вставки, к сумме длин прибавить размер, равный произведению числа граней на половину толщины заготовки (толщина листового проката обычно равна 0,25 - 0,3 мм) | Линейка, штангенциркуль |
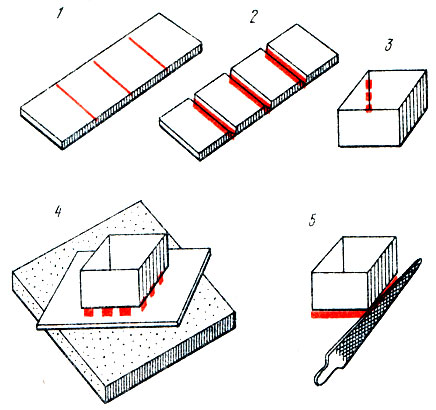
| Взять полоску листового проката (из золота, серебра, мельхиора, меди) толщиной 0,25 - 0,35 мм, отрезать заготовку расчетной длины, выправить, разметить периметр камня (по числу граней), слегка пропилить места будущих сгибов (эскиз 1) | Ножницы, флакейзен, молоток, чертилка, лобзик |
| Выпилить пазы (почти на всю толщину металла) по линиям сгиба; подпиливание производить под углом 45° (эскиз 2) | Напильник квадратный |
| Согнуть (в порядке последовательности граней) заготовку, припасовать концы, офлюсовать, наложить припой (для каста из золота - ПЗл585-I, из серебра - ПСр-10, из меди - ПМЦ-48, из мельхиора - ПМФ-9), паять (эскиз 3) | Плоскогубцы, надфиль, кисточка, флюс, припой, пинцет, асбестовый лист, горелка |
| Примечание: в процессе пайки происходит отжиг | |
| Отрезать заготовку - пластину из листового проката толщиной 0,8 - 1 мм для основания (донышка) каста | Ножницы |
| Отжечь заготовку до малинового цвета | Асбестовый лист, горелка |
| Править заготовку | Флакейзен, молоток |
| Припасовать детали каста друг к другу, закрепить, офлюсовать, уложить припой (для каста из золота - П3л585-IV, из серебра - ПСр-45, из меди - ПМЦ-36, из мельхиора - ПМФОЦ-7), паять (эскиз 4) | Зажимы, флюс, кисточка, припой, пинцет, асбестовый лист, горелка |
| Вырезать каст | Ножницы |
| Отбелить каст (из золота в 20 %-ном растворе HNO3, из серебра в 10%-ном растворе HNO3, из мельхиора и меди в 5%-ном растворе НС1; промыть, просушить | Ванночки, отбел, пинцет |
| Опилить каст в стыке, по периметру основания и кругом (эскиз 5) | Напильник |
| Касты для вставок с большим чем четыре числом граней изготовляют точно в таком же порядке, что и рассмотренный выше: определив расчетную длину заготовки, отрезают ее, делают разметку граней, выпиливают пазы, сворачивают в порядке последовательности граней и т. д. |
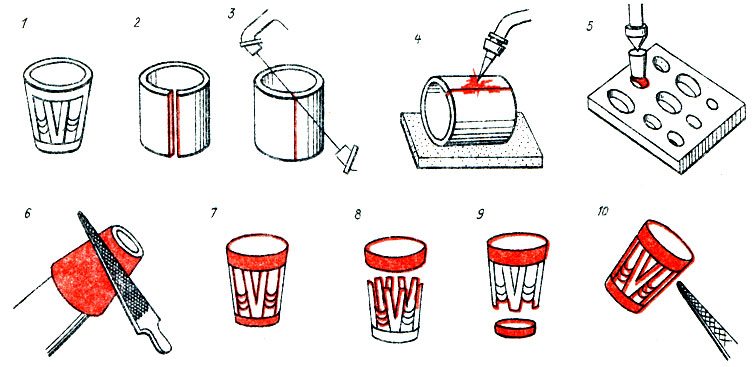
Ободковый (царговый) каст. Такой каст применяют для закрепления прозрачных вставок, так как он обеспечивает освещение вставки и сверху и снизу. Закрепление вставки производят так же, как и при глухом касте. Способы изготовления ободковых кастов определяются размерами вставок. Для круглых вставок размером до 3 мм касты можно изготовить из толстостенных (0,4 - 0,6 мм) трубок-царг, причем в этом случае внутренний диаметр царги (трубки) должен быть меньше, а внешний - больше диаметра вставки: диаметр вставки является как бы средним диаметром царги; высота царги делается не менее высоты вставки. Касты для более крупных вставок изготовляют с коническими стенками из полосок толщиной 0,6 - 0,9 мм. Способов изготовления таких кастов несколько: делают ободок (царга) как обычно, с параллельными стенками, затем в углах его производят надрезы почти до самой верхней грани, надрезанные грани сгибают, соединяют (до соприкосновения), запаивают; делают царгу с параллельными стенками, а затем сколачивают ее на конус в отверстии проколотки либо расколачивают до размеров вставки на шпераке или конусным пуансоном. При изготовлении кастов рассмотренными способами от исполнителя требуется большая осторожность в работе, так как для всех этих способов характерен общий недостаток - нередки случаи разрыва фуги (паяного шва). Пример изготовления гладкого ободкового каста приведен в табл 5.6.
Нередко ободковый каст предусматривается быть изготовленным с узором, т. е. ажурным (табл. 5.7).
Таблица 5.6
| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак) | |
| Выполнить рисунок, эскиз, чертеж каста с указанием необходимых размеров (эскиз 1) | Бумага, карандаш, перо, тушь |
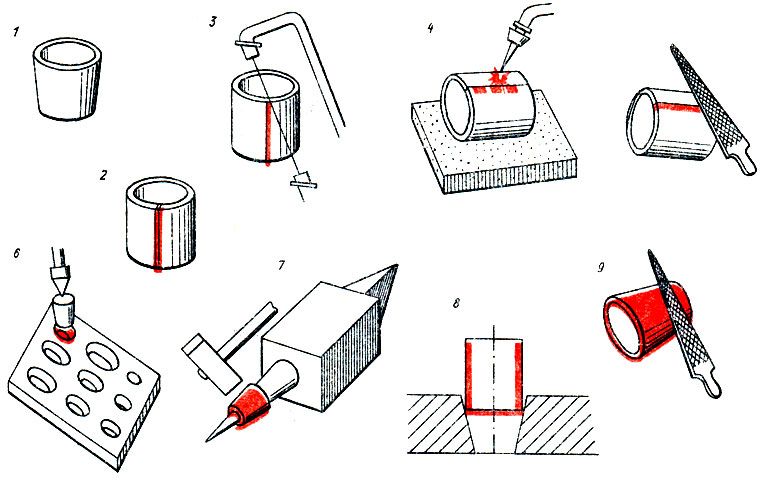
| Рассчитать длину заготовки (как для шинки кольца), взять полоску листового проката толщиной 0,6 - 0,9 мм, отрезать заготовку в требуемый размер, согнуть заготовку в трубку-царгу (эскиз 2) | Ножницы, круглогубцы |
| Припасовать концы царги до плотного прилегания, пропилить царгу в месте стыка (эскиз 3) | Круглогубцы, лобзик |
| Примечание: для вставок помельче царгу можно сделать из полоски толщиной 0,4 - 0,6 мм | Ножницы, плоскогубцы, напильник, лобзик |
| Офлюсовать, наложить припой (для каста из золота - ПЗл585-1, из серебра - ПСр-50, из меди - ПМЦ-54, из мельхиора - ПМФ-9), паять (эскиз 4) | Флюс (бура) кисточка, припой, пинцет, асбестовый лист, горелка |
| Отбелить, промыть, просушить | Ванночки, отбел, пинцет |
| Опилить (зачистить) шов (эскиз 5) | Напильник, надфиль |
| Расколотить каст в матрице (эскиз 6) | Матрица, пуансон |
| Примечание: каст можно расколотить и на шпераке (эскиз 7) или на конце в проколотке (эскиз 8) | |
| Опилить каст кругом (внешние и внутренние поверхности) в целях удаления царапин и рисок; верх и низ - параллельно друг другу и перпендикулярно оси (эскиз 9) | Напильник, надфиль |
| Шабрить каст кругом в размер | Шабер |
Крапановый каст. В таких кастах вставки закрепляются отдельными выступающими стойками - крапанами. Крапановый каст можно условно разделить на две части: верхнюю и нижнюю. Верхняя часть (2/3 высоты каста) - это собственно крапаны и вырезы между ними. Нижняя часть (1/3 высоты каста) -это ряд шипов (боганов). Касты со стенками толщиной до 1,2 мм принято называть тонкостенными, а свыше 1,2 мм - толстостенными. К тонкостенным относятся крапановые ажурные касты и касты с напайными крапанами, а к толстостенным - гладкие крапано- вые касты. Пример изготовления гладкого крапанового каста приведен в табл. 5.8. Изготовление крапанового ажурного каста ведут почти так же, как и ободкового ажурного; разница лишь в том, что если ободковый ажурный каст размечают на три части (закрепочный поясок, рант и узор), то крапановый ажурный каст - на две части (рант и собственно каст); начинают узор снизу, со стороны отрезанного ранта, а после припаивания ранта последовательно вырезают определенной длины крапаны и верхнюю часть узора.
Таблица 5.7
| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак) | |
| Выполнить чертеж, рисунок, эскиз каста с указанием необходимых размеров (эскиз 1) | Бумага, карандаш, перо, тушь |
| Рассчитать длину заготовки как для шинки кольца, взять полоску листового проката толщиной 0,6 - 0,9 мм, отрезать заготовку | Ножницы |
| Согнуть заготовку в трубку-царгу (эскиз 2) | Круглогубцы |
| Припасовать концы царги до очень плотного прилегания, пропилить (эскиз 5) | Круглогубцы, лобзик |
| Офлюсовать, наложить припой (для каста из золота - ПЗл585-1, из серебра - ПСр-50, из меди - ММЦ-54, из мельхиора - ПМФ-9), паять (эскиз 4) | Флюс (бура), кисточка, припой, пинцет, зажимы, асбестовый лист, горелка |
| Отбелить, промыть, просушить | Ванночки, отбел, пинцет |
| Зачистить место пайки | Напильник, надфиль |
| Расколотить каст в матрице (эскиз 5) | Матрица, пуансон, молоток |
| Опилить внешний контур каста (эскиз 6) | Напильник |
| Разметить каст - обозначить на касте рант, узор (ажур) и закрепочный поясок (эскиз 7) | Чертилка |
| Отпилить закрепочный поясок (верхнюю часть) | Лобзик |
| Выпилить (вырезать) открытый (верхний) участок узора-ажура (эскиз 8) | Лобзик, надфиль |
| Припасовать закрепочный поясок к верхней части узора каста, офлюсовать, закрепить, наложить припой (для каста из золота - П3л585-П, из серебра - ПСр-70, из меди - ПМЦ-48, из мельхиора - ПФОЦ-7), паять | Надфиль, флюс (бура), кисточка, припой, пинцет, зажимы, асбестовый лист, горелка |
| Отбелить, промыть, просушить | Ванночки, отбел, пинцет |
| Зачистить места пайки | Надфиль |
| Отпилить рант | Лобзик |
| Выпилить закрытую (нижнюю) часть узора-ажура (эскиз 9) | Лобзик, надфиль |
| Припасовать рант к нижней части узора каста, офлюсовать, закрепить, положить припой (для каста из золота - П3л585-IV, из серебра - ПСр-65, из меди - ПМЦ-36, из мельхиора - ПФОЦ-2), паять | Надфиль, флюс (бура), кисточка, припой, пинцет, горелка, асбестовый лист, зажимы |
| Отбелить, промыть, просушить | Ванночки, отбел, пинцет |
| Запилить места пайки | Надфиль |
| Опилить каст кругом, шабрить каст кругом (эскиз 10) | Надфиль, шабер |
При изготовлении каста с напайными крапанами каждую составляющую его часть (основу и крапаны) выполняют отдельно, а затем собирают. Крапаны изготовляют из заготовок толщиной 0,7 - 1 мм, а основу (царгу) делают в виде невысокого глухого каста. Общая же высота такого каста не должна превышать высоты обычного каста. Крапаны напаивают на основу, сохраняя симметричность расположения. После сборки каста крапаны выравнивают по высоте, основание (низ) каста запиливают заподлицо с крапанами.
Таблица 5.8
| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак) | |
| Выполнить чертеж, рисунок, эскиз каста с указанием необходимых размеров (эскиз 1) | Бумага, карандаш, перо, тушь |
| Взять полоску листового проката толщиной 1,4 - 1,8 мм, отрезать заготовку требуемой длины и ширины и выполнить работу, которая делается при изготовлении гладкого ободкового каста включительно по операцию "Опилить каст кругом" (эскиз 2) | Те, что необходимы при резке, правке, гибке и опиливании |
| Разметить каст - обозначить на касте крапаны, боганы и рант (эскиз 3) | Чертилка |
| Отрезать рант (эскиз 4) | Лобзик |
| Выпилить крапаны (эскиз 5) | " |
| Опилить крапаны | " |
| Выпилить боганы (эскиз 5) | " |
| Опилить каст кругом, шабрить | Надфиль, шабер |
| Припасовать рант к касту (боганам), офлюсовать, закрепить, наложить припой (для каста из золота - П3л586-IV, из серебра - ПСр-45, из меди - ПМЦ-36, из мельхиора - ПСФ-5), паять (эскиз 7) | Надфиль, флюс (бура) кисточка, зажимы, горелка, припой, пинцет, асбестовый лист |
| Отбелить в 5%-ном растворе НСl, промыть, просушить | Ванночки, отбел, пинцет |
| Зачистить места пайки | Надфиль |
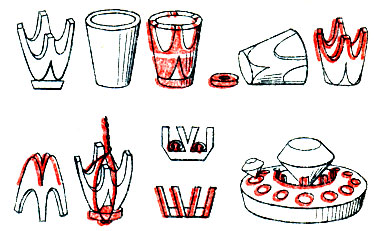
Примечание. Крапановые касты могут быть также с узором (ажурные), с напайными крапанами (эскизы 8 и 9); к крапановым кастам относится и так называемый кармазиновый каст (эскиз 10).
Примером крапанового каста является и так называемый кармезиновый каст. В таком касте закрепляют несколько вставок в определенном порядке: в центре - большую вставку, а вокруг нее в виде венка - мелкие вставки. Периферийные вставки удерживаются в гнездах одновременно стенками отверстий и крапанами, формируемыми из металла стенок. Центральная вставка удерживается либо с помощью напайных крапанов (для чего в промежутках между двумя периферийными вставками надфилем прорезают пазы изнутри, в них впаивают крапаны), либо для ее закрепления изготовляют обычный гладкий каст. На рис. 5.4 приведены различные модификации крапановых кастов.
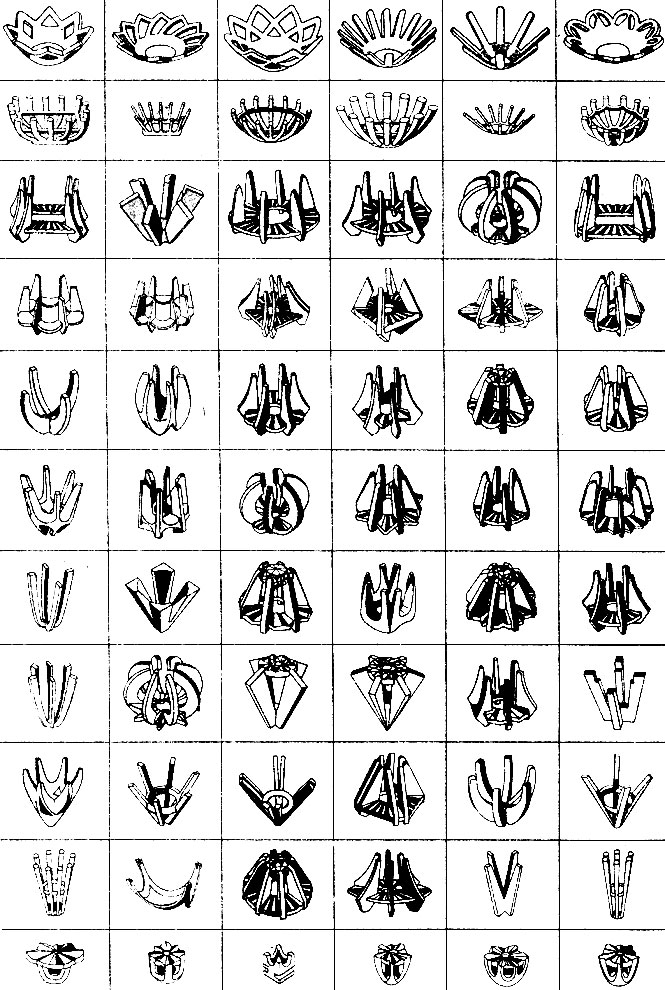
Рис. 5.4. Модификации крапановых кастов
Крапановые касты можно изготовить не только из листового проката, трубок (царг), но и из проволоки (табл. 5.9).
Таблица 5.9
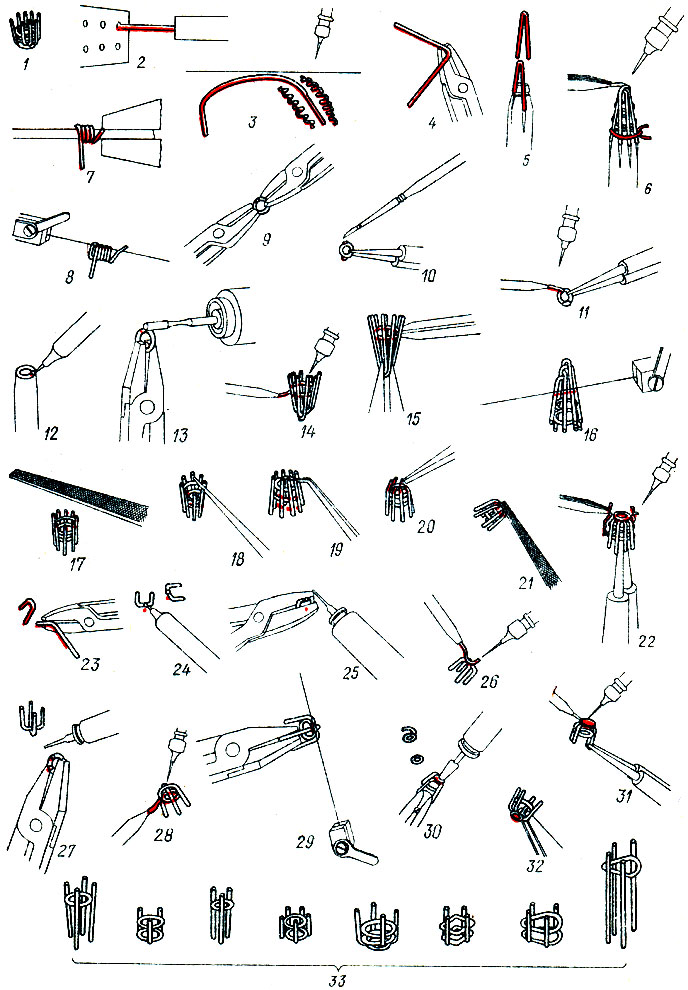
| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак), выполнить чертеж, эскиз, рисунок каста и отдельных деталей с указанием необходимых размеров (эскиз 1) | Бумага, перо, тушь, карандаш |
| Взять моток круглой проволоки (из золота, серебра, меди, мельхиора),отрезать заготовку необходимой длины, смазать воском и протянуть заготовку через соответствующее отверстие волочильной доски до диаметра 1 мм (эскиз 2) | Ножницы, волочильная доска, воск, плоскогубцы |
| Отжечь заготовку (эскиз 3) | Асбестовый лист, горелка |
| Отбелить в 10%-ном растворе H2SО4 при t = 70°С, промыть, просушить | Ванночки, отбел, пинцет |
| Править заготовку, нарезать детали (8 шт.) согласно расчетной длине | Флакейзен, молоток, ножницы |
| Согнуть детали как показано (эскиз 4) | Круглогубцы |
| Насадить детали на специальную оправку; окончательно определить высоту, излишки проволоки отрезать (эскиз 5) | Спецоправка, ножницы |
| Закрепить (зафиксировать) детали проволокой, офлюсовать, нанести припой,паять(эскиз 6) | Плоскогубцы, кисточка, флюс, припой, пинцет |
| Навить проволоку на оправу (эскиз 7) | Металлическая оправка, тисочки |
| Распилить спираль (эскиз 8) | Лобзик |
| Состыковать (сфуговать) концы (эскиз 9) | Плоскогубцы |
| Нанести флюс (эскиз 10) | Кисточка, флюс, зажим |
| Нанести, припой, паять (эскиз 11) | Припой, зажим, горелка, асбестовый лист |
| Отметить место паза (эскиз 12) | Чертилка |
| Пропилить (слегка) место паза лобзиком, а затем фрезой на половину толщины проволоки (эскиз 13) | Лобзик, бормашинка с набором фрез |
| Произвести подгонку (припасовку) первого кольца, офлюсовать, паять (эскиз 14) | Пинцет, припой, кисточка, флюс, горелка |
| Припасовать (заранее изготовленное) второе кольцо, офлюсовать, паять (эскиз 15), отбелить, промыть, просушить | Пинцет, горелка, припой, флюс, кисточка, асбестовый лист, ванночки, отбел |
| Обрезать каст по высоте - согласно чертежу (эскиз 16) | Лобзик |
| Опилить каст по верху (эскиз 17) | Напильник |
| Опилить места пайки (эскиз 18) | Надфиль |
| Опилить внутренние поверхности каста (эскиз 19) | " |
| Согнуть (к центру) концы стержней каста (эскиз 20) | Давчик |
| Опилить место соприкосновения стержней (эскиз 21) | Напильник |
| Припасовать к низу каста заранее изготовленное колечко, зафиксировать, офлюсовать, паять (эскиз 22), отбелить, промыть, просушить | Пинцет, флюс, кисточка, припой, горелка, зажимы, ванночки, отбел |
| Опилить места пайки | Напильник |
| Примечания 1. Изготовление прямоугольного каста идет в следующем порядке: | |
| согнуть из круглой проволоки диаметром 1 мм две U-образные детали (эскиз 23) | Плоскогубцы |
| разметить места соединения деталей (эскиз 24) | Чертилка |
| пропилить детали на половину толщины проволоки (эскиз 25) | Бормашинка |
| припасовать детали, офлюсовать, паять (эскиз 26) | Асбестовый лист, горелка, флюс, кисточка, пинцет, зажимы |
| отбелить, промыть, просушить | Ванночки, отбел, пинцет |
| фрезеровать четыре паза на заранее подготовленном кольце (эскиз 27) | Бормашинка с фрезой |
| припасовать кольцо к деталям каста, зафиксировать, паять (эскиз 28) | Пинцет, флюс, горелка, припой, зажимы, асбестовый лист |
| выпилить низ каста под посадку второго кольца (эскиз 29) | Лобзик |
| фрезеровать низ каста (эскиз 30) | Бормашинка, фреза |
| припасовать кольцо к низу каста, офлюсовать, закрепить, паять (эскизы 31 и 32) | Горелка, пинцет, припой, флюс, кисточка, асбестовый лист |
| отбелить, промыть, просушить | Ванночки, отбел, пинцет |
| опилить каст кругом (места пайки, внутренние и внешние поверхности, по верху) | Надфиль |
| 2. Касты из проволоки могут быть различной формы (эскиз 33) |
Корнеровый каст. В таких кастах вставку закрепляют маленькими столбиками - корнерами, которые формируют из металла каста. Корнеровые касты бывают открытыми и встроенными. Примером открытого корнерового каста служит каст, являющийся переходной формой от глухого высокого каста к корнеровому; вставка удерживается как краями стенок каста, так и корнерами. При изготовлении такого каста (табл. 5.10) в качестве заготовки для него используют конусную толстостенную царгу. Роль встроенного корнерового каста играет гнездо (отверстие), просверленное в металле изделия (табл. 5.11). К корнеровым кастам относятся и такие касты, как каре, фаденовый, тиктовый.
Таблица 5.10

| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак) | |
| Взять полоску листового проката толщиной 1,4 - 1,8 мм, изготовить гладкий ободковый каст, вырезать в нем посадочное гнездо (опорный поясок) для вставки (эскиз 1) | Те, что необходимы при выполнении данной части работы |
| Подрезать (выбрать) часть металла в виде стебелька, формируя его расходящимся снизу вверх: операция выполняется предельно осторожно, чтобы не допустить отрыва столбика (корнера) от каста (эскиз 2) | Штихель |
| Оформить (наметить) корнер (эскиз 3) | Корневертка |
| Опилить (выбрать) металл между корнерами | Надфиль |
Каст каре представляет собой квадратную пластину с просверленными в ней отверстиями точно по радиусу вставки. Длина граней пластины чуть больше диаметра вставки, которая удерживается четырьмя корнерами, сформированными из металла с помощью штихеля и корневертки в углах каста.
Таблица 5.11
| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак) | |
| Просверлить отверстие в требуемом месте (эскиз 1) | Сверло, дрель |
| Вырезать опорный поясок (посадочное место) для вставки (эскиз 2) | Штихель |
| Разметить места корнеров - сделать насечки (эскиз 3) | Штихель |
| Поднять, вырезая часть металла, стебелек | Штихель |
| Оформить корнер, предварительно уложив вставку в гнездо (эскиз 4) | Корневертка |
Примечание. К встроенным кастам относятся касты под названием каре (эскиз 5), фаденовый (эскиз 6), тиктовый (эскиз 7).
В фаденовом касте вставки, как и в касте каре, укладывают в юстированные гнезда отверстий, просверленных в металлической пластинке, и закрепляют корнерами. Отличие его от каре в том, что вставки лежат не в отдельных квадратах, а друг за другом в ряд настолько плотно, что почти соприкасаются рундистами.
На металлической основе тиктового каста закреплено столько вставок, что она похожа на брусчатую мостовую. Изготовляют тиктовый каст подобно фаденовому с той лишь разницей, что вставки располагают в несколько параллельных рядов. При этом рундисты их почти соприкасаются со всех сторон. В оставшихся промежутках формируют закрепочные корнеры.
В практике ювелирного дела встречается немало других видов кастов, из которых чаще других применяются касты овальные, в форме капли, прямоугольные с усеченными углами, в форме "маркиза", касты фантазийных форм; способы их изготовления во многом схожи с рассмотренными выше.
Модельно- литейная оснастка по чертежам заказчика. Изготовление модельно-литейной оснастки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'