3.8. Штифтование
Изготовление ряда ювелирных изделий предусматривает подвижное соединение отдельных звеньев (деталей) друг с другом. Процесс выполнения таких соединений осуществляется с помощью штифтов и называется штифтованием. По степени и виду подвижности штифтовые соединения разделяют на шарнирные, петельные (контршарнирные) и качающиеся. Штифтование применяется при изготовлении браслетов, серег, цепочек, кулонов.
В ювелирном производстве подвижное соединение монтируемых частей требуется обеспечить и при изготовлении некоторых ювелирных инструментов, например плоскогубцев, ножниц. В этих случаях скрепление деталей друг с другом достигается посредством заклепки, а сам процесс соединения называется подвижной или свободной клепкой; клепка может быть также глухой.
При выполнении операции штифтования применяют уже известные инструменты и приспособления: молотки, ножницы, кусачки, напильники, надфили, лобзики, ювелирную дрель, бормашинку, ригель для навивки деталей часовых браслетов (фонариков, веревочек).
Подготовка штифтов. Штифты нарезают вручную (кусачками) из провальцованной проволоки, диаметр которой соответствует внутреннему диаметру шарнира или просверленного отверстия, но ни в коем случае не превышает его. Штифты нарезают длиной, равной общей ширине соединяемых звеньев, или при серийном выпуске изделий в строгом соответствии с эталоном (образцом). Штифты для штифтования шарнирных соединений с одного конца слегка (не остро) опиливают на конус.
Штифтование шарнирных соединений. Вначале производят сборку и припаивание частей шарнира. Требование при сборке одно: необходимо обеспечить как можно более плотное прилегание отдельных элементов друг к другу и в то же время дать им возможность свободно двигаться. Процесс сборки и припаивания можно осуществить двумя способами: припаиванием всех элементов шарнира одновременно к обеим частям изделия или раздельным их припаиванием сначала к одной части изделия, а затем к другой.
При первом способе (рис. 3.7, а) на месте соединения по всей длине выпиливают полукруглое углубление - желобок; элементы шарнира насаживают на стальной стержень (обязательно плотно один к другому), укладывают в желобок и через один припаивают остальные элементы. Стержень вынимают.
При втором способе (рис. 3.7, б), как и при первом, в месте соединения выпиливают желобок. Трубку для шарнира делят на части (требуемых количества и длины), после чего в местах деления разрезают, оставляя маленькие удерживающие перемычки. Шарнир укладывают в желобок и, как при первом способе, через один и с одной стороны припаивают к одной части изделия. Перемычки удаляют, неприпаянные части шарнира тщательно зачищают, подгоняют, насаживают на стальной стержень точно по промежуткам и припаивают (с одной стороны) к другой части изделия.
Шарнирное соединение таким образом подготовлено к штифтованию. Перед штифтованием отверстия шарнира обрабатывают дополнительно, причем дважды: сначала обе его готовые части (подвижную и неподвижную) проходят разверткой с небольшой конусностью, а затем разверткой чуть увеличивают диаметр трубок подвижной части шарнира с тем, чтобы штифт легко проворачивался в них. Штифт своей конусностью должен плотно входить в отверстие неподвижной части шарнира и прочно в ней заклиниваться (рис. 3.7, в). После окончания сборки концы штифта расклепываются (до получения полусферической головки) с применением молотка, опорной плоской плиты, а в случае необходимости - плоского пуансона с углублением по форме головки штифта.
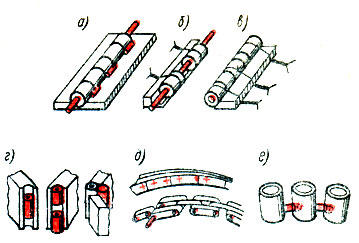
Рис. 3.7. Штифтовка
Штифтование петельных соединений. Такие соединения образуют путем помещения одной части шарнира (подвижной) внутрь другой (неподвижной). Роль штифта в этом случае играют подвижные части. Их припаивают внутри неподвижного шарнира, который, в свою очередь, предварительно разрезают вдоль по осевой плоскости на две половинки, каждую из которых припаивают в выемки на торцах звеньев изделий (браслетов). Важно при этом соблюдать определенную последовательность пайки отдельных элементов соединения (рис. 3.7, г).
Штифтование качающихся соединений. Процесс штифтования таких соединений состоит из двух этапов: 1) предварительного - подготовки к сборке, 2) окончательного - сборки и штифтования. Предварительный этап включает в себя следующий порядок работ: нарезание необходимых по количеству и длине (больших и малых) соединяемых звеньев; опиливание (в целях скругления) торцов звеньев; обозначение метками (строго друг против друга) мест сверления на концах звеньев; сверление отверстий (по диаметру штифта). На втором этапе звенья соединяют путем скрепления штифтами (рис. 3.7, д). Штифты на концах запаивают, а места пайки затем напильниками и надфилями тщательно зачищают.
Практика ювелирного дела допускает выпуск ювелирных изделий с несколькими оправами, скрепленными между собой штифтами по типу качающихся соединений. Сборку и штифтование таких оправ производят в таком порядке: в оправах (в диаметрально противоположных местах) делают надрезы (пазы); из полоски металла по размеру и профилю пазов изготавливают соединительное ушко, один конец которого плоский, а другой полукруглый; плоскими концами ушки припаивают в пазы с правой стороны оправ; затем оправы собирают попарно, просверливают отверстия в оправах и ушках и скрепляют штифтами (рис. 3.7, е), концы штифтов запаивают, а места пайки тщательно зачищают.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'