10. Браслеты
Браслеты могут быть жесткой конструкции в виде обруча или скобы и составными, состоящими из группы звеньев, соединенных шарнирами. По конструкции браслеты могут быть различными: мягкими (глидерные, цепные и плетеные) и жесткими (замкнутые, пружинящие и шарнирные).
Рассмотрим методы изготовления наиболее распространенных мягких браслетов для часов. Жесткие браслеты менее сложны по конструкции и изготовляются в основном механическим путем, в частности штамповкой.
Браслеты состоят из фасонных звеньев и соединительных ушков концевых шарниров для, крепления к часам, растяжек, шнаперного замка с предохранителем.
Глидерный браслет для часов. Мужские и женские браслеты (рис. 72) по своей конструкции не различаются. Разницу составляет лишь ширина браслета.
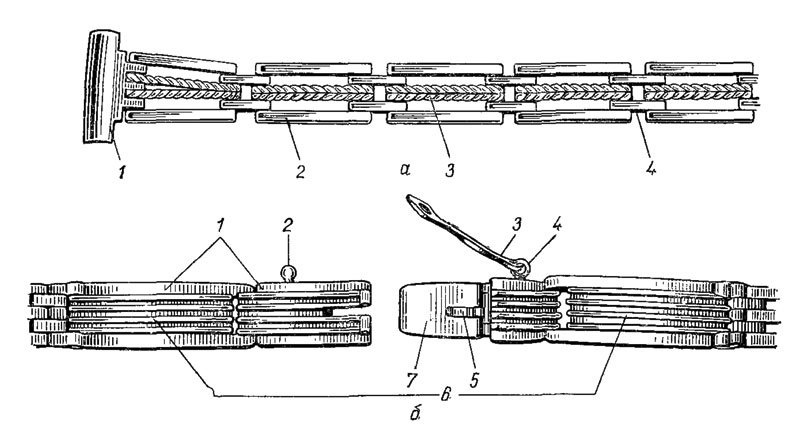
Рис. 72. Составные части браслетов: а - часть глидерного браслета: 1 - шарнир для крепления к часам, 2 - глидер. 3 - фасонное звено, 4 - соединительное ушко; б - шнаперный замок и растяжные звенья: 1 - боковики, 2 - упорный шарик, 3 - предохранительная восьмерка, 4 - шарнир предохранительной восьмерки, 5 - друкер, 6 - рефины, 7 - язычок
Звенья глидерного браслета состоят из глидеров, фасонных звеньев и соединительных ушков. Слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в квадратный пруток требуемого размера, а затем повторно вальцуют для получения прутка прямоугольного сечения требуемого размера. Далее от данного прутка отрезают два куска одинаковой длины, складывают вместе, связывают один конец и вспаивают на 15-20 мм. Спаянный конец запиливают в шпиц для затяжки в фильеру. После протяжки и раздвижки двух спаянных в одном конце прутков получают проволоку полукруглого сечения, из которой впоследствии изготовляют глидеры и соединительные ушки. Соединительные ушки можно изготовить и из проволоки круглого сечения.
Протянутую проволоку полукруглого сечения отжигают, отбеливают, навивают в спираль на стальной ригель, который предварительно обертывают ленточной бумагой. После навивки спираль вместе с ригелем подвергают обжигу, при котором бумага сгорает и спираль легко снимается. Затем спираль отбеливают и устанавливают в прорезь специального деревянного бруска, в котором лобзиком ее разрезают на звенья. Полученные звенья (глидеры) стыкуют по фуге и спаивают, после чего рихтуют на специальной оправке, а затем опять надевают последовательно в разные стороны фугой на ригель, на котором велась навивка спирали, и опиливают по местам пайки. Таким образом, глидеры готовы для сборки браслета.
Для изготовления фасонных внутренних звеньев готовят проволоку требуемого диаметра, из которой по приведенной выше технологии навивают спираль, и затем, разрезая, получают отдельные звенья. Из этих звеньев вручную штампуют фигурное звено. Фигурное (плоское) звено может быть отштамповано и из листового металла. Затем звено формуют, стыкуют по фуге и спаивают, рихтуют на специальной оправке, после чего насаживают в разные стороны фугой на ригель, на котором навивалась спираль, и опиливают по местам пайки. Фасонное звено готово для сборки браслета.
Соединительные ушки 4 (круглого или полукруглого сечения) изготовляют так же, как глидеры. Изготовленные ушки протравливают в течение 4-5 мин для окисления и отжигают. Это исключает спаиваемость их при сборке браслета с глидерами и штифтами.
Для штифтов, используемых для сборки браслета, подготовляют (протягивают) проволоку необходимого диаметра. Затем собирают звенья браслета, для чего берут два глидера (количество глидеров определяется конструкцией браслета). Между ними устанавливают фасонное звено (количество фасонных звеньев также определяется конструкцией браслета), а между глидерами и фасонными звеньями устанавливают соединительные ушки, через которые проходит соединительный штифт. Затем звено связывают биндертом (проволокой), чтобы оно не распалось. Так последовательно собирают половинку браслета, к концевому звену припаивают шарнир, после чего все штифты паяют и опиливают.
Цепной браслет для часов. Цепные браслеты бывают панцирные, якорные и др. Звенья у них в основном изготовляются из проволоки, но могут быть изготовлены и из листового металла.
Технология изготовления панцирных или якорных звеньев для браслета аналогична технологии изготовления звеньев шейных цепочек указанных видов. Размер звена определяется конструктивными размерами браслета. Затем из изготовленных; звеньев набирают цепочку, которую припаивают также по технологии, аналогичной технологии изготовления шейных цепочек. От набранной цепочки отрезают кусочки необходимой длины и выкладывают для сборки параллельно впритык. Количество цепочек определяется предусмотренной шириной браслета. В нескольких местах (через каждые 10 мм) цепочки спаивают для связки. Так производится монтировка половинки браслета.
В конструкцию браслетов входят два вида шарниров - для крепления к часам и для крепления растяжек.
Слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в пластине требуемой толщины. Причем для шарниров, которые крепятся к часам, применяется металл большей толщины по сравнению с металлом для шарниров, к которым крепятся растяжные звенья.
Затем протягивают трубки для шарниров соответствующих диаметров (см. изготовление шпрингельного замка). Трубку, к: которой крепятся растяжные звенья, запиливают на ширину рефина растяжного звена и на глубину до половины диаметра трубки. После подгонки концевых звеньев браслета к ним припаивают шарниры, а затем шарнир, к которому крепят растяжные звенья, прорезают посередине трубки для подгонки рефина. Растяжные звенья и шнаперный замок имеют однотипные боковики, которые изготовляют ручной или механической штамповкой из пластины соответствующих размеров. Пластины, подготовляют вальцовкой слитка (куска) драгоценного металла с периодическим отжигом и отбеливанием. После штамповки торцы боковиков опиливают по кондуктору и просверливают отверстия на концах для ввода штифтов. Для каждого браслета изготовляют шесть боковиков.
Для изготовления двух рефинов растяжных звеньев и рефина для шнаперного замка подготовляют пластину требуемой толщины, затем вальцуют ее на фигурных вальцах для нанесения рисунка на рефин. Потом отрезают пластину определенного размера, изгибают на ригеле, соответствующем форме рефина, спаивают и рихтуют на специальной оправке. Отрихтованные рефины надевают на кондуктор и опиливают.
Рефин для шнаперного замка должен быть длиннее рефина растяжного звена. Технология изготовления их одинакова.
Берут два боковика и между ними вставляют рефин, который закрепляют двумя штифтами и припаивают как по месту штифтов, так и по всему периметру, создавая жесткое закрытое звено; потом это звено разрезают перпендикулярно длине на части в соотношении 1:2. Для получения замка необходимо изготовить язычок с друкером. Язычок делают из листового металла, который провальцован до необходимой толщины. От полосы отрезают ленту необходимой ширины и длины, которую изгибают по предварительной разметке. Угол изгиба должен быть минимальным. Если же две части изогнутой ленты соединились, то со стороны свободного конца необходимо их разжать на угол до 15°. Затем язычок вставляют острым углом в короткую часть шнапера и размечают длину язычка, после чего раскрытой частью его вставляют в короткую часть шнапера и припаивают с обеих сторон (пластин) язычка. Снова язычок вставляют в удлиненную часть шнапера и лобзиком выполняют прорезь упора. Язычок вынимают и во внутреннюю удлиненную часть шнапера вставляют тонкую пластину упора, которую припаивают и запиливают по форме шнапера.
Затем лобзиком пропиливают продольный паз требуемой ширины и глубины для ввода друкера. Язычок в верхней части разрезают и опять вводят его в шнапер. По продольному пазу размечают место для припайки друкера к язычку. Язычок вынимают, заранее подготовленный друкер припаивают к свободной пластине язычка, которую при этом предварительно оттягивают, а затем опять сгибают.
На верхней части друкера делают насечку. После подгонки шнаперного замка делают предохранительную восьмерку. Для этого изгибают на ригеле пластинку 3X2 мм и делают трубку (шарнир), шарик и восьмерку из проволоки требуемого сечения. Трубку припаивают к короткой части шнапера, а шарик - к удлиненной. В трубку вводят проволоку, которую изгибают по шарику, натягивают посередине, спаивают и концы опиливают. Готовый шнаперный замок соединяют при помощи штифтов с растяжными звеньями.
Пружины для растяжных звеньев изготовляют из стальной проволоки, которую навивают на стальной ригель. Чтобы при снятии с ригеля пружина не перекрутилась, после навивки ее вместе с ригелем сначала провальцовывают или делают на ней ручную наклепку, а затем уже снимают с ригеля, растягивают на определенный шаг и отрезают требуемого размера. Пружину вставляют в растяжное звено, для чего рефин предварительно оттягивают, и также вставляют направляющий штифт, который движется по пазам боковиков.
При монтировке браслета собирают половинки с растяжными звеньями замка. Соединение осуществляется штифтами так же, как и растяжных звеньев к шнаперу. Штифты расклепывают, образовывая тем самым подвижное шарнирное соединение.
После этого браслет опиливают и в таком состоянии ставят клеймо, затем доводят изделие и отделывают его по общепринятой технологии.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'