9. Цепочки
Цепочки могут иметь различное назначение, в том числе как украшение на шею и для крепления карманных часов.
Шейные цепочки (рис. 67) изготовляются следующих видов: якорные, панцирные, витые, ленточные, венецианские и различные фасонные. Цепочки для карманных часов могут изготовляться якорные, панцирные, бортовые, из штампованных пластинчатых звеньев и др.
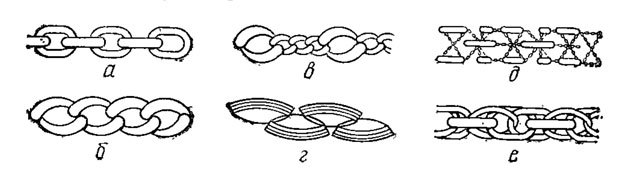
Рис. 67. Шейные цепочки: а - якорная, б - панцирная, в - кордовая, г - ленточная, д - венецианская, е - витая комбинированная
Навивка звеньев шейных цепочек и цепочек для карманных часов может быть как машинной, так и ручной. Отличие составляет толщина проволоки. Звенья цепочек для карманных часов навивают из проволоки толщиной 0,8-1,2 мм.
Составной частью цепочки является замок. Замки бывают следующих видов: заводное кольцо, шпрингельный, шомпольный, карабин, секторный и др.
Якорная цепочка. Для навивки цепочки готовят проволоку соответствующего сечения, для чего слиток (кусок) драгоценного металла вальцуют, из него через фильер протягивают проволоку с периодическим отжигом и отбеливанием. Навивка овальных звеньев может проводиться на специальных станках или вручную на ригеле. Если звенья навивают на станке, одновременно собирают и цепочку.
Навивка звеньев вручную осуществляется на стальной или латунный овальный ригель. При подготовке ригеля учитывают диаметр проволоки, из которой будет изготовлена цепочка. Длина звена должна быть в 2,5 раза больше диаметра проволоки. Перед навивкой стальной ригель обертывают ленточной тонкой бумагой. Затем на ригель, укрепленный в тисках, навивают спираль из проволоки, которую после навивки отжигают вместе с ригелем. При этом бумага сгорает, и спираль легко снимается с ригеля. Латунный ригель бумагой не обертывают, а навивают спираль, прямо на ригель и отжигают ее вместе с ригелем, после чего ригель со спиралью закрепляют в тиски или специальное ручное приспособление и растягивают, т. е. утоньшают его, благодаря чему спираль легко снимается.
Навитую спираль устанавливают в деревянный брусок, в котором имеется специальная прорезь, соответствующая диаметру спирали. Затем лобзиком разрезают спираль на отдельные овальные колечки, которые собирают в цепочку. Сборка может быть попарная и одинарная. При попарной сборке выполняют ручную пайку фуги двух звеньев одновременно, а при одинарной - каждого звена отдельно.
Панцирная цепочка. Для навивки панцирной цепочки проволоку подготовляют так же, как и для навивки якорной цепочки.
Навивка панцирных звеньев также может проводиться на специальных станках или вручную на ригеле. Если звенья навивают на станке, то одновременно собирают и цепочку. Навивка звеньев вручную осуществляется так же, как и для якорной цепочки. Разрезанные овальные колечки собирают одинарно: каждую фугу пропаивают отдельно, и звено изгибают так, чтобы оно совместно с предыдущими звеньями образовывало прямую линию по плоскости. Так последовательно набирают и формуют панцирную цепочку.
Витая многожильная цепь (рис. 68, а). Для навивки цепи проволоку необходимого сечения подготовляют так же, как и для якорной цепочки.
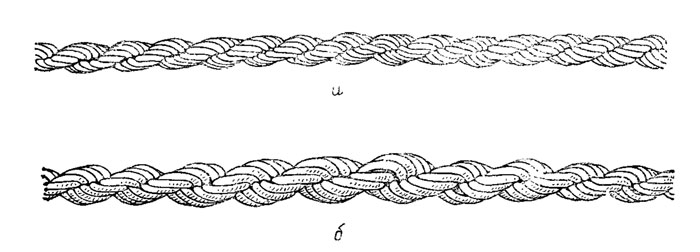
Рис. 68. Многожильные цепи: а - витая, б - цепь-колье
Навивка овальных звеньев проводится на специальных станках или вручную на ригеле. Если звенья навивают на станке, то последовательно собирают многожильную цепь.
Навивка овальных звеньев вручную осуществляется так же, как и для якорной цепочки. Особенностью ручного изготовления является сборка цепочки из отдельных звеньев. Первое звено пропаивают и в него вставляют второе, которое также пропаивают, после чего в промежуток, который образуется между первым и вторым звеном, вводят третье звено. Каждое вводимое последовательно звено сразу же пропаивают. Затем в промежутки между вторым и третьим звеньями вводят четвертое звено и так далее до набора цепочки необходимой длины. Таким образом получается витая многожильная цепь.
Витая цепь-колье. Эта цепь отличается от витой многожильной тем, что в ней последовательно изменяется толщина, т. е. от середины цепи, являющейся наиболее толстой частью, идет утоньчение (рис. 68,6). Степень конусности цепи выбирается в зависимости от желания заказчика. От этого зависит количество типоразмеров звеньев и толщина проволоки для навивки каждого типоразмера звеньев.
Для навивки цепи-колье заготовляют звенья не овальной, а круглой формы.
Перед навивкой звеньев по общепринятой технологии для всех видов цепей приготовляют проволоку вначале единой толщины, как правило 0,7-0,8 мм. Количество проволоки по массе должно быть в 1,1-1,2 раза больше предполагаемой массы цепи.
Для навивки звеньев необходимо иметь несколько ригелей круглого профиля. Наибольший диаметр ригеля (а соответственно и звена) составляет 5 мм. В зависимости от желаемой конусности цепи выбирают перепады в диаметре звеньев. Они могут быть через 1 мм, 0,5 мм и др. В соответствии с уменьшением диаметра ригеля меняют и толщину проволоки на 0,1 мм, 0,05 мм) и др. Для получения цепи с плавным изменением толщины рекомендуется навивать звенья 10-12 типоразмеров.
Из проволоки определенного сечения навивается группа звеньев для изготовления наиболее утолщенной части. Эту часть рекомендуется делать длиной 5-6 см. Навивка на ригель спирали из проволоки, снятие с ригеля и разрезка на звенья круглой формы производятся так же, как и для якорной цепочки.
Оставшуюся часть проволоки отжигают и всю протягивают через фильер до сечения, необходимого для изготовления звеньев следующего типоразмера. Затем таким же образом навивают звенья второго типоразмера. Количество звеньев зависит от желаемого перепада. Следует учитывать, что от второго и до последнего типоразмера звенья будут располагаться по обе части от наиболее толстой части цепи.
Затем аналогично протягивают проволоку до нужного сечения и навивают необходимое количество звеньев принятых типоразмеров.
После навивки звеньев приступают к сборке цепи. Места разреза (торцы) звеньев выпрямляются плоскогубцами так, чтобы фуга звена соответствовала толщине проволоки и в прорезь прошло следующее звено. Введя звено в звено, их спаивают так, чтобы фуги были развернуты в разные стороны (рис. 69). Затем в них последовательно вставляют по два звена, которые спаивают с раздвоенными фугами посередине. Так получается начало цепи и затем аналогично производится последовательно ввод звеньев следующих типоразмеров и их спаивание между собой. Собранная цепь-колье имеет вид веревочки.

Рис. 69. Соединение звеньев в цепи-колье
Замки к цепочкам (рис. 70). Они бывают разной конструкции.
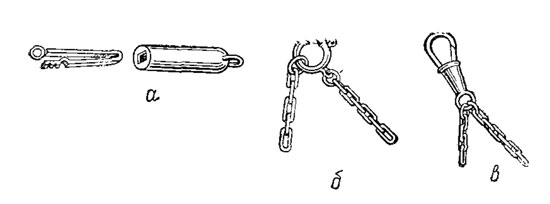
Рис. 70. Замки для цепочек: а - шомпольный, б - шпрингельный, в - карабинный
Шомпольный замок состоит из двух частей: неподвижной трубки и подвижной шомпольной задвижки.
Слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в квадрат, а затем и в полоску требуемой толщины.
Из полосы протягивают трубку необходимого сечения. На одном конце трубки напаивают концевое колечко, с которым затем соединяют цепочку. На торец противоположного конца трубки напаивают пластину, соответствующую диаметру трубки, и просверливают в ней отверстие для входа шомпольной задвижки. Отверстие по диаметру должно быть в 2-3 раза больше проволоки.
Для подвижной шомпольной задвижки из квадратного прутка определенного сечения методом вальцовки получают прямоугольный пруток требуемых размеров. Затем отрезают два куска прутка одинаковой длины, которые с одной стороны связывают проволокой, спаивают и запиливают в шпиц для затяжки его в фильер. После протягивания двух спаянных в одном конце прутков они получаются полукруглого сечения. Шомпольную задвижку отрезают требуемого размера, и на одной полукруглой направляющей запиливают упор и насечку для нажима пальцем. На конец второй полукруглой направляющей напаивают ушко, к которому прикрепляют шейную цепочку.
Шомпольную задвижку подгоняют по неподвижной трубке. Замок закрывается при вхождении шомпольной задвижки в неподвижную трубку. При этом упор задвижки упирается в концевую пластинку неподвижной трубки. Для открывания замка сжимают вместе две направляющие шомпольной задвижки и вытягивают ее.
Шпрингельный замок (рис. 71), носящий еще название "федерник", находит широкое применение. Он состоит из корпуса, задвижки, пружинки и концевого ушка.
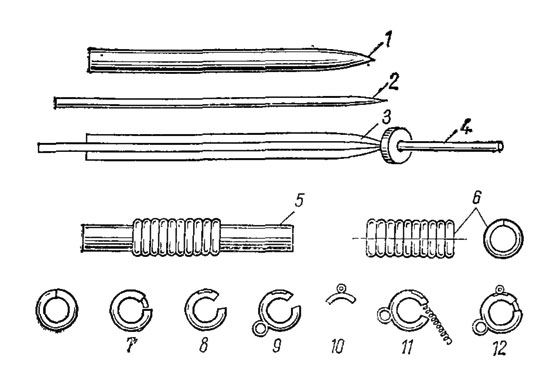
Рис. 71. Последовательность изготовления шпрингельного замка
Слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в квадрат, из которого затем вальцуют полосу требуемой толщины и протягивают проволоку требуемого диаметра для задвижки. От полосы отрезают ленту требуемой ширины 1, из которой изготовляют корпус замка.
Для этого в первую очередь изготовляют латунную оправку 2. Проволоку протягивают до требуемого диаметра. Полученную латунную оправку оборачивают лентой из драгоценного металла так, чтобы фуга была расположена параллельно длине оправки. После этого свернутую в трубку ленту 3 вместе с оправкой протягивают через фильеры до требуемого диаметра 4, отжигают, отбеливают ее и полученную трубку навивают на специальный стальной ригель 5 нужного диаметра.
При навивке на ригель следят, чтобы фуга трубки располагалась во внутренней части кольца. Затем корпус замка размечают и разрезают лобзиком 6. Удаляют латунную проволоку (оправку) из трубчатого колечка (корпуса замка) двумя методами: травлением или механическим путем.
Травление осуществляется погружением проволоки в сосуд с азотной кислотой. При этом латунная проволока вытравляется и остается трубчатое колечко, которое необходимо тщательно промыть и просушить.
Извлечение проволоки механическим путем проводится после отрезания части трубки вокруг оправки 7, т. е. освобождения кончика оправки от оболочки.
Латунную оправку с оболочкой (корпусом замка) нагревают до красного цвета, опускают в машинное масло и охлаждают, а затем плоскогубцами захватывают свободный конец проволоки и пинцетом выворачивают трубчатое колечко (корпус замка). На наружной части корпуса замка делают продольный надрез 8 для шарика задвижки, а на противоположной концевой части трубки припаивается упор для пружинки.
Для крепления цепочки к замку из предварительно подготовленной проволоки изготовляют ушко, которое припаивают к наружной части корпуса замка 9. Размер ушка определяется размером корпуса замка.
Задвижку 10 (драгунчик) изготовляют из предварительна протянутой проволоки. Диаметр задвижки должен быть на 0,1-0,2 мм меньше внутреннего диаметра трубки (корпуса замка). Проволоку изгибают на специальном ригеле до необходимого радиуса и отрезают по размеру задвижки, опиливают и зачищают. Затем кусочек проволоки этого же диаметра нагревают до температуры плавления, при охлаждении образуется шарик, который припаивают к внешней, выгнутой части сферы задвижки в месте, определенном разметкой. Место определяется длиной задвижки, шириной разреза между торцами корпуса замка и шагом задвижки.
В прорезь для упора пружинки вставляют пластинчатую пробку, припаивают, опиливают и зачищают корпус замка.
Затем из стальной проволоки навивают пружину, которая необходима для возврата шпрингеля в первоначальное положение после открывания замка. Навивка проводится на стальной ригель соответствующего диаметра. При определении диаметра ригеля следует учитывать, что после снятия с него проволоки пружина за счет упругой деформации стальной проволоки несколько увеличится в диаметре. После снятия с ригеля витки пружины растягивают до требуемого шага, а затем отрезают пружину нужного размера.
При сборке замка в первую очередь через свободное (открытое) торцевое отверстие в трубке (корпусе замка) вводят пружину 11, которая должна упираться в ограничитель. После этого корпус замка по фуге несколько раздвигают и вводят в него задвижку с шариком 12. Шарик должен войти в специальный паз. Затем фугу в случае необходимости сжимают. Задвижка должна свободно перемещаться по внутреннему пазу корпуса. Шаг задвижки определяется длиной прорези под шарик. Пружина должна возвращать задвижку после открывания замка в первоначальное положение. При этом запор должен быть надежным, чтобы концевое кольцо цепочки не проскочило между торцом корпуса замка и торцом задвижки.
Карабинный замок применяется в основном для цепей к карманным часам. Он состоит из конусной трубки, внутренней пружины, овальной разрезной части запора (крючка зацепления) и нижнего ушка для соединения с цепочкой.
Слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в квадрат, а затем в полоску требуемой толщины.
Полоску отрезают по кромкам согласно разметке, изгибают на специальной оправке (конусном ригеле), пропаивают фугу на стыке, а затем отрезают трубку по высоте в зависимости от задуманной длины карабинера. После отжига и отбеливание вручную с помощью конусного пуансона рихтуют и формуют конусную трубочку и делают в ней прорезь для верхнего крючка. Затем припаивают нижнюю стойку ушка.
Часть подготовленного квадрата драгоценного металла протягивают через полукруглый фильер в полукруглую проволоку для изготовления крючка зацепления. Эту проволоку отрезают по размеру и, изгибая, придают ей полуовальную форму. При этом ширина проволоки должна соответствовать диаметру нижнего (меньшего) основания конусной трубки. Крючок зацепления полуовальной формы подгоняется по основанию конусной трубки, а также подгоняется подпайка. После этого по расположению прореза в конусной трубке подгоняется упор под пружинку.
Из полуовальной проволоки изготовляют колечко, соответствующее диаметру верхней части конусной трубки, пропаивают по фуге и через конус трубки снизу вверх насаживают на нее и припаивают к верхней части трубки - образуется обруч. После этого в конусной трубке просверливают отверстие и крючок зацепления соединяют предварительно штифтом, а затем овальный крючок зацепления разрезают под углом - образуется шпрингель замка карабина.
Из предварительно подготовленной из драгоценного металла проволоки круглого сечения диаметром 1-1,5 мм2 изготовляют ушко, которое пропаивают по фуге и припаивают к нижней части конусной трубки - образуется колечко для соединения с цепочкой. В конце сборки карабина из стальной проволоки навивают пружинку по размеру длины конусной трубки, которую вставляют внутрь трубки и заштифтовывают.
Цепочку монтируют из составных элементов: навитых и соединенных между собой звеньев колечек ушек и замка.
Как уже было отмечено, пайка звеньев может проводиться в процессе сборки цепочки пламенем горелки с применением флюса и припоя. Однако может быть и не местная пайка звеньев цепочки, а всей цепи одновременно. Этот метод применяется после машинной навивки цепочки, когда цепочка собирается одновременно с навивкой. При таком виде пайки цепочку обезжиривают, просушивают и погружают в сухой порошкообразный припой, затем несколько раз в тальк, после чего ее встряхивают и пламенем горелки, перемещаемым по всей длине цепочки, паяют. После пайки цепочку отбеливают.
Концевые ушки изготовляют из проволоки соответствующего диаметра, который выбирают в зависимости от массы цепочки. Колечки изгибают на ригеле и затем разрезают так же, как при изготовлении овальных звеньев для цепи (см. навивку звеньев витой цепочки вручную). Колечки вводят в концевые звенья цепи и припаивают.
Колечко на корпусе замка разрезают, раздвигают и в него вводят концевое колечко цепи. Затем торцы колечка сводят вплотную, но не спаивают.
После монтировки на цепь ставят клеймо, затем доводят ее и отделывают. Отделка может быть проведена электрохимической полировкой или гальваническим золочением (серебрением).
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'