7. Литье по выплавляемым моделям
Метод литья по выплавляемым моделям широко применяется в ювелирном производстве. Этот метод позволяет серийно изготовлять изделия сложной конфигурации, обеспечивая при этом требуемую точность, а также получать тонкостенные отливки с отклонением от заданного размера не более 0,5% и чистотой поверхности 5-6 кл. Это дает возможность использовать их как готовые элементы ювелирных изделий без дополнительной механической обработки.
Чаще литье по выплавляемым моделям производится на центробежных установках, откуда и сам метод литья получил название - центробежное литье. Литье может производиться и на вакуумных установках методом вакуумного всасывания. При этом схемы обоих технологических процессов литья по выплавляемым моделям (рис. 28) идентичны, различаются лишь процессы заполнения (заливки) литейной формы и оборудование, на котором эта операция производится.
Метод литья по выплавляемым моделям приобрел широкое применение даже в условиях небольших ювелирных мастерских. Применяемое оборудование несложно по конструкции, невелико по размерам и может быть смонтировано в производственном помещении площадью 20-25 м2. При этом даже мастерские, не имеющие в своем составе высококвалифицированных ювелиров-модельеров, методом заимствования опыта и использования готовых резиновых форм могут изготовлять высокохудожественные изделия и таким образом удовлетворять спрос населения.
Этапы изготовления. Основными этапами изготовления элементов ювелирных изделий по выплавляемым моделям являются изготовление образца-эталона, изготовление пресс-формы, изготовление восковой модели, подготовка литейной формы, отливка элементов ювелирных изделий, очистка отливок.
Приступая к разработке конструкции изделия, необходимо определить возможность ее изготовления методом центробежного литья с тем, чтобы в дальнейшем обеспечить выполнение монтировочных и отделочных операций.
Образец-эталон должен быть изготовлен из тугоплавкого металла 1 (см. рис. 28). Целесообразно изготовлять его из того же металла, из которого в дальнейшем будут серийно отливаться изделия. Разрабатывают модели и изготовляют образцы-эталоны, как правило, высококвалифицированные ювелиры. На специализированных ювелирных предприятиях модели разрабатывают художники-модельеры.
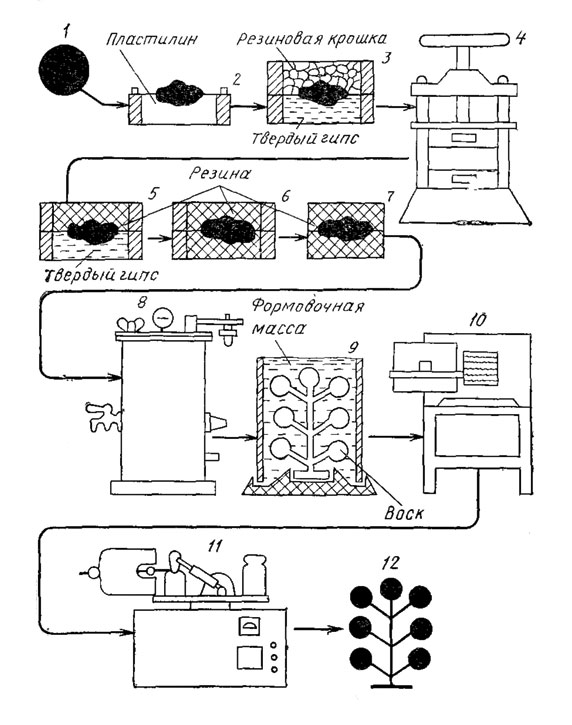
Рис. 28. Схема технологического процесса литья по выплавляемым моделям
Образец-эталон изделия или его отдельный элемент должны быть выполнены качественно, с учетом художественных требований, а чистота поверхности должна соответствовать 8-9 кл. При изготовлении образца-эталона необходимо учитывать, что при последующей отливке по выплавляемой модели металл будет давать усадку. Поэтому необходимо предусмотреть припуски, которые определяются опытным путем, но не более 5-6% заданной размерной величины.
Приступая к изготовлению резиновой пресс-формы, необходимо определить ее технологичность, т. е. удобство изъятия из нее восковой модели. Резиновая пресс-форма должна повторять контур и все художественные линии будущего ювелирного изделия. Резиновая пресс-форма изготовляется методом вулканизации сырой резины, в которую закладывают образец-эталон изделия. Технология изготовления резиновой пресс-формы зависит от сложности конструкции изделия.
Процесс изготовления резиновой пресс-формы для последующей отливки восковых моделей изделий сложных форм следующий. Специальную опоку с направляющими штифтами укладывают на гладкую поверхность стола или опорную плиту основанием вниз. Затем опоку заполняют пластилином, в который вдавливают до половины образец-эталон изделия 2 (см. рис. 28). На эту опоку устанавливают вторую и заливают ее жидким раствором гипса. После затвердения гипса опоки переворачивают и удаляют пластилин, а образец-эталон при этом остается в гипсовой форме. В гипсе делают несколько углублений, которые будут направляющими выступами резиновой формы. Сырую резину нарезают мелкими кусочками, которыми наполняют верхнюю половину формы 3.
Опоки устанавливают на вулканизационный пресс 4 и вулканизируют кусочки резины в течение 45-60 мин при температуре 150-160°С. После этого гипс разбивают, извлекают и тщательно очищают образец-эталон изделия и резиновую полуформу. Затем опоку, в которой находится полуформа, укладывают основанием вниз и после посыпания тальком в полуформу 5 укладывают образец-эталон. Вторую верхнюю половину опоки заполняют кусочками сырой резины 6. Далее вулканизируют вторую половину формы и получают обе части резиновой пресс-формы. Затем из резиновой пресс-формы извлекают образец-эталон изделия и прорезают в ней литниковый канал 7.
При изготовлении пресс-формы для отливки восковых моделей изделий простых форм достаточно поместить образец-эталон между двумя пластинами сырой резины соответствующей толщины так, чтобы при вдавливании образец был полностью утоплен в резину, и вулканизовать их под прессом. Режим вулканизации такой же, как и в первом варианте изготовления пресс формы. В результате вулканизации пластины свариваются межу собой. После остывания резиновой пресс-формы (в воде) ее разрезают по наиболее благоприятным линиям разъема и вынимают образец-эталон. В процессе резания необходимо предусмотреть, как будет освобождаться пресс-форма.
Для изготовления восковых моделей используют инжекторную установку 8 (см. рис. 28). При этом может быть использована как стандартизированная установка типа АМЛ мощностью 0,5 кВт, так и нестандартизированная, в которой воск нагревается до 70-85°С и постоянно поддерживается на уровне этой температуры.
Перед заполнением воском пресс-форма должна быть очищена и смазана раствором глицерина (смесь воды и глицерина в равных частях) для более легкого отставания воска от резины. Заполняют пресс-форму воском под давлением 1,96-104...7,85Х104 Па (0,2-0,8 кгс/см2), которое создается в бачке инжекторной установки сжатым воздухом. Жидкий воск через штуцер поступает в литниковый канал пресс-формы и заполняет ее. При этом пресс-форма должна быть плотно закрыта. Для этой цели рекомендуется в период заполнения пресс-форму с двух сторон по плоскостям прижимать термостойкими металлическими пластинками (алюминий, латунь) по размерам, соответствующим размерам пресс-формы, чтобы они не мешали доступ литника пресс-формы к штуцеру.
После заполнения воском пресс-форму нужно охладить либо в естественных условиях при комнатной температуре, либо в холодильных камерах. Охлажденную пресс-форму раскрывают и из нее вручную извлекают восковую модель изделия. В случаях прилипания модели к пресс-форме может быть использован тонкий шпатель с полированным тупым лезвием.
Восковые модели должны быть тщательно осмотрены. Модели, имеющие недоливы, отбраковывают, а имеющие незначительные переливы в виде облоя - очищают, после чего все пригодные для дальнейшего использования модели укладывают в специальную тару, чтобы избежать их поломки.
Подготовка литейной формы осуществляется следующим образом. Готовые восковые модели в соответствии с вместимостью стакана (опоки) набирают по форме елочки, припаивая литники моделей к единому стержню, также изготовленному из воска методом литья и установленному в резиновый башмак (основание). Припаивание осуществляют с помощью бытового электропаяльника. При сборке елочкой модели нельзя располагать близко друг к другу, так как при вакуумировании они могут соединиться, тогда отливки будут бракованными.
Набранную восковую елочку обезжиривают, окуная в спирт или четыреххлористый углерод, и сушат в естественных условиях. После сушки на восковую елочку надевают стакан (опоку) так, что он входит в цилиндрический паз резинового основания, и заливают в опоку предварительно приготовленную, провакуумированную формовочную смесь.
Для приготовления формовочной смеси используют формовочную массу, представляющую собой кристобалитогипсовую смесь. В настоящее время в ювелирном производстве в основном применяются импортные формовочные массы К-90, "Суперкаст" и "Сатинкаст". Готовят формовочную смесь, добавляя в формовочную массу дистиллированную воду и тщательно перемешивая ее. Расчетное количество формовочной массы и дистиллированной воды составляет 0,32-0,42 л воды на 1 кг смеси.
Затем заполненную опоку 9 (см. рис. 28) вакуумируют и уплотняют на вибровакуумной установке до остаточного давления 0,98*104...1,96*104 Па (0,1-0,2 кгс/см2) в течение 2-3 мин, после чего формовочная смесь затвердевает. По окончании вакуумирования опоки ставят на отстой (примерно 1 ч), а затем снимают с них резиновые основания и подрезают формовочную смесь на нижнем торце опоки.
Следующей операцией подготовки литейной формы является выплавка воска. Эту операцию осуществляют в муфельной печи при поддержании температуры 120-140°С в течение 1 ч, после чего температуру повышают до 200°С и опоки выдерживают при этой температуре в течение 1 ч, а затем температуру плавно повышают до 700-750°С и прокаливают литейную форму в течение 3 ч. После этого можно считать, что литейная форма 10 подготовлена для заливки.
Отливка элементов ювелирных изделий производится на центробежных установках или на установках вакуумного всасывания. В зависимости от типа центробежной установки (простейшая настольная центрифуга или центробежная плавильно-заливочная машина) выбирается метод подготовки сплава для заливки в литейную форму, которую необходимо нагреть до определенной температуры.
Если имеется центробежная плавильно-заливочная машина, то в нее с помощью специальных щипцов устанавливают подогретую литейную форму, а сплав металла помещают в специальный плавильный стакан, и при достижении температуры плавления запускают центрифугу. Под действием центробежной силы сплав заполняет литниковую форму 11. Цикл вращения центрифуги задается. После окончания цикла центрифуга останавливается, и заполненная литейная форма с помощью тех же специальных щипцов извлекается и охлаждается в естественных условиях.
Для заливки литейной формы на настольной центрифуге сплав металла в виде слитка полусферической формы, предварительно отлитый в специальную изложницу, подогревают в муфельной печи до требуемой температуры (сплав золота до 700°С, сплав серебра до 600°С). Затем подогретую литейную форму с помощью специальных щипцов устанавливают в тарелку литником вверх, а на верхнюю часть опоки накладывают подогретый сплав. На другую тарелку устанавливают соответствующий противовес. За это время температура сплава понижается в среднем на 200°С. Сплав доводят до температуры плавления и состояния текучести на открытом пламени горелки, которое должно быть сильным и шумящим. При достижении состояния текучести запускают центрифугу. Под действием центробежной силы сплав заполняет литейную форму. Затем после остановки центрифуги заполненную литейную форму с помощью тех же специальных щипцов снимают с тарелки и охлаждают в естественных условиях или опускают ее в воду. После охлаждения литейной формы выбивают отливки.
Очистка отливок от формовочной массы происходит в 20-40%-ном растворе плавиковой кислоты после выбивки блока отливок из опоки 12. Затем отливку промывают в проточной воде и отбеливают в составе, соответствующем сплаву металла (для сплавов золота - в 10%-ном водном растворе азотной кислоты, для сплавов серебра - в 10%-ном водном растворе серной кислоты). Температура раствора должна быть не ниже 60-70°С. Время отбеливания длится не более 5 мин.
После отбеливания отливки просушивают в сушильном шкафу при температуре 100-120°С или в естественных условиях и откусывают отдельные изделия от стержня. Затем изделия разбраковывают. Бракованные изделия и литники откладывают для повторной переработки в соответствии с установленной на предприятии технологией.
| Виды брака | Причина брака |
| Восковая модель | |
| Изменение размеров модели | Неправильный расчет размеров эталона изделия, неправильно собранная пресс-форма, некачественное изготовление резиновой пресс-формы |
| Засорение в модели | Использование загрязненных модельных материалов и модельного возврата, загрязненная пресс-форма, хранение модели в пыльном помещении |
| Деформация модели | Преждевременное извлечение модели из пресс-формы, излишняя выдержка модели перед сборкой, повышенная температура помещения |
| Местная усадка | Повышенная температура модельного состава, неостывшая пресс-форма |
| Пузыри и вспучивание | Избыток воздуха в модельном составе, избыточное давление при запрессовке, плохое перемешивание модельного состава, отсутствие вентиляционных каналов в пресс-форме |
| Недопрессовка | Низкая температура модельного состава, недостаточное давление при запрессовке, загрязненная полость пресс-формы |
| Заусенцы, облой | Некачественно выполненная пресс-форма, неправильная ее сборка и загрязненная полость разъема |
| Некачественная поверхность | Небрежные зачистки и хранение модели, избыток талька |
| Трещины на модели | Интенсивное охлаждение пресс-формы, излишняя выдержка модели перед извлечением из пресс-формы |
| Литейная форма | |
| Раковины округлой формы на поверхности литниковой чаши | Некачественная формовка формы в процессе вакуумирования, высокая вязкость формовочной суспензии |
| Трещины формы | Не выдержан временной и температурный режим при удалении модельного состава |
| Всплытие восковых моделей | Небрежное напаивание моделей на стояк, высокая амплитуда колебании стола, небрежное крепление стояка |
| Темный цвет формовочной смеси после прокаливания | Неполное выжигание модельного состава |
| Отливка | |
| Отклонение по химическому составу металла | Неправильная шихтовка сплава, отклонения в технологии ведения плавки |
| Засор | Загрязненный металл или тигель, низкая прочность литейной формы |
| Шлак | Попадание шлака в форму с металлом |
| Усадочные раковины, рыхловатость, пористость | Недостаточное питание отливки, нетехнологичность отливки, заливка перегретым металлом, перегрев какого-либо узла отливки |
| Газовые раковины | Недостаточное время прокаливания форм, близкая установка форм друг к другу и дверцам печи, несоблюдение технологии плавки, использование влажной шихты и влажного плавильного инструмента, недостаточное раскисление металла, неполное удаление модельного состава |
| Горячие трещины на отливках | Наличие напряженных мест в отливках (резкие переходы, острые углы); перегрев металла |
| Пригар | Повышенная температура металла или литейной формы; неполное выжигание модельного состава |
| Незалив, спаи | Недостаточная температура литейной формы, низкая температура металла при заливке, прерывание струи металла, разрушение литейной формы, недостаточное количество металла |
| "Корольки" на поверхности отливок | Прерывание струи металла при заливке, некачественная формовка литейной формы |
| Холодные трещины в деталях | Нетехнологичность детали, резкое охлаждение залитых блоков, поломка при выбивке и очистке |
| Нарушение геометрии отливок | Небрежное обращение с отливками, нарушение технологии выбивки отливок из формы |
| Остатки формовочной смеси на отливках | При окончательной очистке не выдержана концентрация плавиковой кислоты или время выдержки в растворе |
Для уменьшения или ликвидации брака следует в первую очередь устранить причину его возникновения. При существующем технологическом процессе литья по выполняемым моделям брак не должен превышать 10-12%.
Качественно отлитые изделия проходят электрохимическую полировку в специальной ванне, состав раствора которой для различных сплавов должен быть различным. Обработанные изделия или их элементы подвергают монтировке и отделке ювелирами-монтировщиками в соответствии с предусмотренными технологическими процессами.
Оборудование. Для выполнения технологического процесса литья ювелирных изделий по выплавляемым моделям необходимо следующее оборудование: вулканизационный пресс, инжекторная установка, установка для вибровакуумирования, муфельная печь, литейная установка (плавильно-заливочная установка или простейшая настольная центрифуга, установка "вакуум-металл"), сушильный шкаф, установка для электрохимического полирования, технические весы 1 кл., оборудование для плавки, баки для выбивки отливок и размывки опок, опоки из жаропрочной стали, электропаяльник, а также различный инструмент и тара, указанные в гл. 3.
Вулканизационный пресс (рис. 29) предназначен для получения резиновых пресс-форм по образцу-эталону изделия путем вулканизации резины. По конструкции прессы могут быть различными, но все они имеют подогрев в верхней и нижней плите.
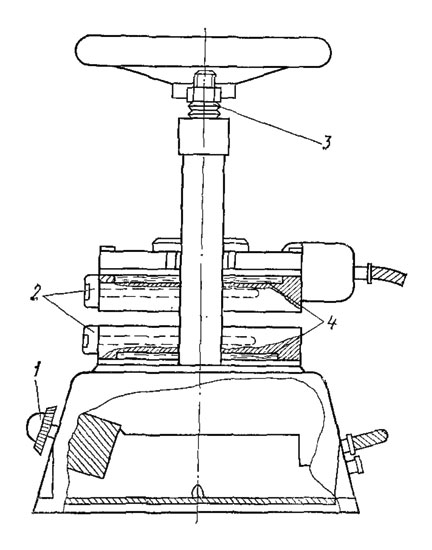
Рис. 29. Вулканизационный пресс: 1 - бесступенчатый регулятор мощности, 2 - термодатчики, 3 - тарельчатые пружины, 4 - нагревательные элементы
Пресс представляет собой переносную конструкцию. На жесткой (литой) станине установлена нижняя плита, в которую вмонтирован электрический нагреватель. По специальным направляющим, вертикально стоящим и жестко прикрепленным к станине с помощью червячной передачи, перемещается верхняя плита, в которую также вмонтирован электрический нагреватель. Установленная между плитами и поджатая опока с сырой резиной нагревается до определенной температуры. Под действием давления и температуры пластины сырой резины свариваются между собой. Для регулирования и поддержания температуры пресс имеет автоматическую или ручную систему регулирования.
Инжекторные установки (рис. 30) предназначены для получения выплавленных моделей путем расплавления воска и заполнения им резиновых пресс-форм. Установка состоит из резервуара для воска, электронагревателя и терморегулирующего устройства. Конструктивно она может быть выполнена в различных вариантах.
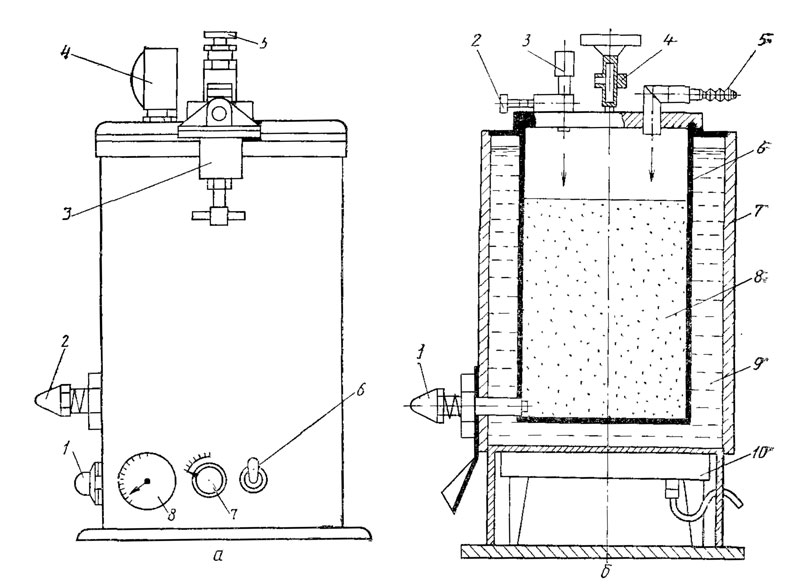
Рис. 30. Инжекторные установки: а - 1-го типа: 1 - рукоятка регулятора мощности, 2 - инжекторное сопло, 3 - редуктор, 4 - манометр, 5 - предохранительный клапан (или клапан для выпуска воздуха), 6 - перекидной выключатель, 7 - рукоятка регулирования обогрева сопла, 8 - циферблат автомата регулирования температуры нагрева воздуха; б - 2-го типа: 1 - инжекторное сопло, 2 - винт крепления манометра, 3 - манометр, 4 - предохранительный клапан, 5 - штуцер для сжатого воздуха, 6 - внутренний резервуар, 7 - наружный резервуар, 8 - терморегулирующее устройство, 9 - масло между резервуарами, 10 - электронагреватель
Наиболее удачной конструкцией инжекторной установки является вертикально расположенный цилиндрический кожух. Внутри кожуха смонтирован резервуар для воска, из которого воск под давлением сжатого воздуха, подаваемого от компрессора через редуктор, поступает в инжекторное сопло. Давление сжатого воздуха контролируется манометром, который установлен на верхней крышке кожуха инжекторной установки. Избыточное давление перед редуктором должно быть не выше 19,62*104...29,43*104 Па (2-3 кгс/см2), а при вспрыскивании - 1,96*104...7,85*104 Па (0,2-0,8 кгс/см2). Инжекторное сопло оснащено системой индивидуального обогрева. Под соплом установлен желоб для направления стекающего воска в специальный поддон. На передней части кожуха инжекторной установки смонтированы рукоятки управления. Скорость нагрева воска регулируют рукояткой регулятора мощности (ручка со шкалой 0-10). Температуру нагрева контролируют дистанционным контактным термометром. Заполнение резиновой пресс-формы воском происходит через инжекторное сопло, температуру индивидуального обогрева которого можно изменить от 0 до 50°С с помощью специально предусмотренного регулятора обогрева.
Для подготовки восковых моделей, в частности при условии вакуумного литья, может быть использована также и инжекторная установка другой конструкции, в которой подогрев модельного воска осуществляется косвенным путем - посредством трансформаторного масла. Установка состоит из внутреннего и наружного резервуаров, помещенных, один в другой. Пространство между резервуарами заполнено маслом, которое подогревается электронагревателем. Регулирование температуры нагрева воска осуществляется терморегулирующим устройством, а контроль - термометром. Заполнение резиновой пресс-формы воском происходит через инжекторное сопло под действием сжатого воздуха. Давление сжатого воздуха контролируется манометром, находящимся на верхней крышке установки, на которой закреплены также штудер для подвода сжатого воздуха (или азота, аргона) и предохранительный клапан.
Установка для вибровакуумирования (рис. 31) предназначена для уплотнения огнеупорной формовочной массы и удаления пузырьков воздуха при формовке.
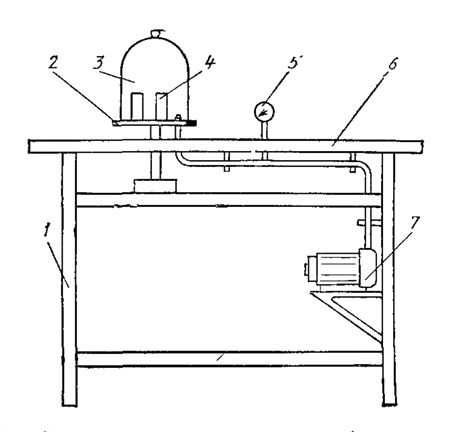
Рис. 31. Установка для вибровакуумирования: 1 - стойка, 2- дисковый стол камеры с вибратором, 3 - стеклянный колпак, 4 - вакуумируемые опоки, 5 - манометр, 6 - рабочий стол, 7 - вакуумный насос
Установка состоит из вакуумного насоса, вибратора и вакуумной камеры. Вакуумная камера представляет собой стеклянный колпак диаметром 300 мм и высотой 350 мм, соединенный с вибратором и установленный на специальный диск. По всему периметру металлического диска имеется паз, соответствующий с небольшими припусками диаметру колпака, в который плотно посажено резиновое кольцо. На это кольцо, выступающее по высоте выше плоскости диска, устанавливают колпак, который при вакуумировании притягивается к резине. Для удаления воздуха из формовочной массы, т. е. вакуумирования ее, в диске имеется специальное отверстие в виде штуцера, через которое отсасывается воздух.
На диск устанавливают и накрывают колпаком опоки, в которых "елочки" с восковыми моделями залиты формовочной массой. При включении вакуумного насоса и вибратора происходит одновременное вакуумирование и уплотнение формовочной массы. Количество опок, одновременно устанавливаемых в вакуумную камеру, определяется в зависимости от габаритов опок, чтобы в период вибрации не было их ударов о стенки колпака, и производительности вакуумного насоса и вибратора.
При подготовке набора восковых моделей ("елочка") для создания в опоке литейной формы с последующим выполнением литья методом вакуумного всасывания необходимо на вибровакуммной установке увеличить объем вакуумной камеры применением либо более высокого колпака, либо колпака большего диаметра, что в свою очередь потребует замены диска в соответствии с диаметром колпака. Кроме увеличения объема вакуумной камеры в установке желательна также замена электромагнитного вибратора на механическое устройство, обеспечивающее встряхивание формовочной массы.
Муфельная печь. В зависимости от объемов производства применяются печи различных видов. При мелкосерийном производстве наибольшее применение имеют сушильный электрический лабораторный шкаф СНОЛ-2,5-2,5-2,5/2М и электропечи сопротивления СНОЛ-1,6*2,5*1/9-М2У4*2; СНОЛ-1,6*2,5*1/11- М1У4*2. В этих печах предусмотрена автоматическая регулировка заданного режима нагрева внутренней шахты печи. Нагреватель выполнен из проволоки высокого омического сопротивления, Контроль и регулировка температуры осуществляются милливольтметром. Нагреватель включается с помощью магнитного пускателя.
Пространство между камерой и корпусом шкафа заполняется теплоизоляционным материалом.
Плавильно-заливочная установка предназначена для плавления металла и заливки его центробежным способом. Установка состоит из плавильной печи, сопротивления, механизма опрокидывания печи с противовесом и центробежного устройства, приводящего печь во вращение. В нижней части корпуса установки размещены трансформатор тока, приводной агрегат, а также распределительное устройство. На панели корпуса расположены ступенчатый переключатель для регулирования силы тока печи, амперметр, сигнальная лампа, а также две кнопки включения и выключения плавильного устройства (включено - зеленый цвет, выключено - красный). На крышке корпуса установлен механизм для опрокидывания плавильного устройства при соответствующей частоте его вращения. Состоит он из расцепляющегося устройства и гидравлических тормозов, препятствующих резкому опрокидыванию тигля и возможному вытеканию жидкого металла.
Для небольших цехов и мастерских, выполняющих литье изделий мелкими партиями, наиболее приемлемым оборудованием для литья является простейшая настольная центрифугам (рис. 32). На конце вертикально расположенной стойки, ось которой находится в специальных подвижных опорах, крепится коромысло, на концы которого подвешиваются специальные подвески (тарелки). Плечи коромысла должны быть равные. На одну тарелку устанавливается литейная форма, а на другую - соответствующий противовес. Центрифуга ограждается специальным цилиндрическим кожухом для обеспечения безопасности при падении литейной формы или противовеса, а также разливе металла в период запуска и вращения. Центрифугу можно запускать сразу после расплавления металла и заливки его в форму с помощью натянутого шнура или электропровода.
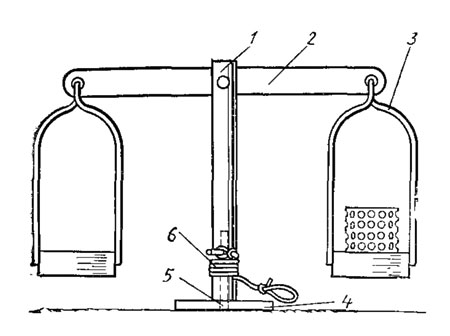
Рис. 32. Настольная центрифуга: 1 - стойка, 2 - коромысло, 3 - подвеска, 4 - опора, 5 - ось, 6 - шнур для запуска центрифуги
Установка "вакуум-металл" для литья методом вакуумного "всасывания (рис. 33) выкачивает воздух из литейной формы во время заливки опоки. Она состоит из рабочей камеры, камеры предварительного разрежения, форвакуумного насоса и пульта управления, на котором расположены манометр, сигнальная лампочка и выключатель насоса. Для соединения рабочей камеры с камерой предварительного разрежения предусмотрен вакуумный затвор с рукояткой. В верхней части рабочей камеры имеется фланец с кольцевой уплотнительной насадкой.
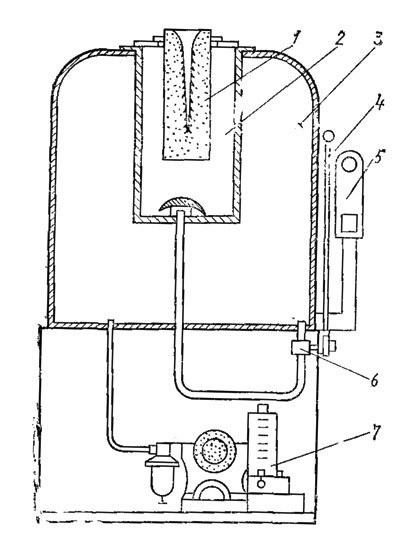
Рис. 33. Установка "вакуум-металл": 1 - опока, 2 - рабочая камера, 3 - камера предварительного разрежения, 4 - рукоятка вакуумного затвора, 5 - манометр. 6 - вакуумный затвор, 7 - форвакуумный насос
Принцип работы установки следующий. В камере предварительного разрежения с помощью насоса создается вакуум. Прокаленную опоку устанавливают на фланец тигля, и литейную форму заливают жидким металлом. Далее поворотом рукоятки вакуумного затвора рабочую камеру соединяют с камерой предварительного разрежения. При этом давление на стенки газопроницаемой опоки уменьшается (становится значительно ниже атмосферного), и атмосферное давление, действуя на поверхность жидкого металла, заставляет его заполнять литейную подлость формы.
Установка для электрохимического полирования предназначена для полирования отлитых заготовок. Ванна для электрохимического процесса должна быть герметичной, чтобы не было течи электролитов, содержащих частицы драгоценного металла. В качестве катодов используется листовой титан марок ВТ-1, ВТ-1-1 толщиной 0,8-1,2 мм. Катоды крепят титановой проволокой и помещают в чехлы из хлориновой ткани. В качестве анодов используют специальные подвески, на которые подвешивают изделия. Подвески изготовляются из проволоки тех же титановых сплавов, что и катод. Рекомендуется применять подвески, имеющие жесткий контакт с изделием (заготовкой). Для предотвращения растворения образовавшегося на катоде осадка катоды после окончания работы необходимо вынуть из ванны, тщательно промыть и высушить, а катодный осадок собрать для последующей регенерации драгоценных металлов.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'