Работа с листовым материалом
В старину широкое распространение получил такой прием художественной обработки листового металла, как просечка, когда основным материалом для изготовления предметов домашнего обихода и строительства было дерево, которое украшали накладками и элементами архитектуры из просечного металла. Например, в этой технике выполнялся декор для различных сундуков, имевших широкое распространение в обиходе. Узорными накладками украшали фронтоны и коньки крыш домов, ставни и т. д.
Из просечного металла выполняют и объемные формы - навершия для дымовых и воронки для водосточных труб, флюгеры и т. п., которые, помимо функционального назначения, являются еще и декоративными элементами архитектуры (рис. 134).
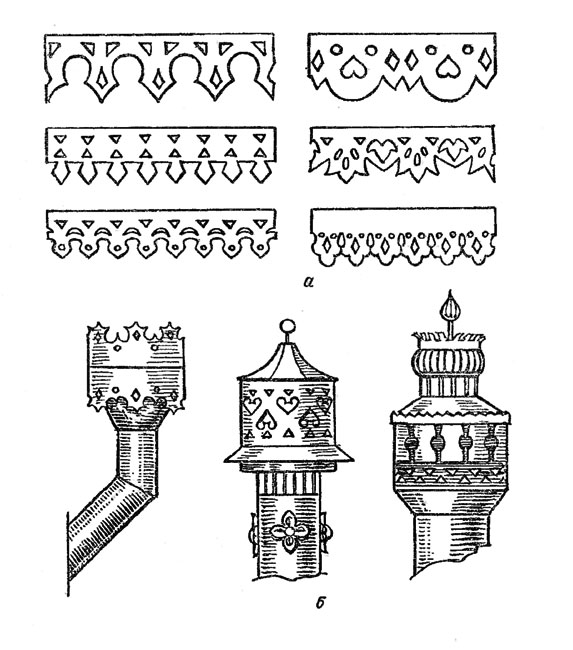
Рис. 134. Просечное железо: а - образцы рисунков под просечку; б - оформление водоприемников
В некоторых случаях технику просечки применяют при декорировании кованых изделий, особенно при изготовлении дверных петель. Отдельные части или элементы петли проковывают до малой толщины металла, а затем на них делают просечку.
Просечные украшения выполняют из малоуглеродистой мягкой стали толщиной 0,3-0,8 мм. Использовать более толстый металл нецелесообразно, так как это значительно затрудняет работу. Можно применять оцинкованную листовую сталь с высокой антикоррозионной стойкостью, а также другие мягкие металлы - медь, латунь, алюминий - толщиной не более 2,5 мм. Их рекомендуется использовать при изготовлении небольших работ в интерьере.
Инструмент для просечных работ - разных размеров сечки, зубила, ножницы. Основанием для рубки металла может служить торец деревянной колоды такой высоты, чтобы удобно было работать. Колода должна располагаться между колен сидящего на скамейке мастера. Чтобы при обработке длинномерных заготовок их края не свисали, к колоде сбоку крепят доску, другой конец которой кладут на подставку. Поверхность доски должна совпадать с рабочей поверхностью колоды. При работе с заготовками большой длины доски прикрепляют с двух сторон.
Рубку металла выполняют не только на колоде. Так, толстые материалы разрубывают слесарным зубилом на стальной плите, а для рубки тонких в качестве подложки используют свинцовую пластину, поскольку на мягком деревянном основании металл заготовки не прорубится, а вомнется в дерево. Поэтому для каждого материала в зависимости от его мягкости и толщины необходимо экспериментальным путем подобрать подложку. Более твердую подложку применяют в тех случаях, когда линии узора имеют тонкие перемычки, которые легко могут смяться при обработке соседних участков.
После рубки металла на обратной стороне полученных отверстий образуется небольшая отогнутая кромка, высота которой зависит от твердости применяемой подложки - чем она мягче, тем металл больше вомнется и соответственно кромка будет больше.
При необходимости кромку выравнивают на стальной плите при помощи деревянного или резинового молотка, а края отверстий обрабатывают напильником. В некоторых случаях кромки оставляют, так как они несколько увеличивают толщину узора и служат ребрами жесткости, что особенно важно для изделий большой площади или длины.
Для придания изделию большей выразительности с обратной стороны по контуру рисунка проходят чеканом - курошником или полукруглым боем чеканного молотка.
Не следует забывать, что при изготовлении изделий в технике просечного металла возможно применение приемов чеканки и наоборот. В этом случае основной узор представляет собой рельеф, выполненный в технике чеканки, а фон высекается.
Данный прием можно использовать при изготовлении светильника, придав ему форму старинного фонаря. Сначала на листе бумаги вычерчивают шаблон - развертку изделия в натуральную величину. Если изделие состоит из нескольких элементов, то готовят соответствующее количество шаблонов. Затем шаблон крепят на листе металла и с помощью керна точками отмечают линии рисунка. Линии будущих изгибов наносят чертилкой, а в дальнейшем по ним проходят прямым чеканом - расходником. Удары наносят с обратной стороны изделия так, чтобы на лицевой образовалась выпуклая линия, по которой в дальнейшем форму будут выгибать.
Далее на поверхности заготовки высекают и чеканят желаемый рисунок, а затем, сгибая по линиям, придают ей форму короба. Место стыка соединяют пайкой, склепывают или делают фальцевый замок. Верхнюю крышку светильника, имеющую конусную форму, вычеканивают из цельного куска металла. В центре ее делают отверстие, в которое впаивают отрезок металлической трубки с резьбой под ламповый патрон. На наружном конце трубки крепят кольцо для подвески.
Чтобы фонарь выглядел более привлекательно, в него вставляют куски прозрачного или цветного стекла, являющегося фоном для просечного узора. Для лучшего восприятия цвет стекла желательно подбирать так, чтобы металл на его фоне выглядел контрастно. Черный узор хорошо смотрится на молочном, матовом, медовом стекле и т. п. Желтые и белые металлы выигрывают на стеклах темных тонов.
Кроме высекания рисунка на плоской заготовке, чаще всего при изготовлении объемных форм для декорирования применяют различные накладные элементы, которые изготавливаются отдельно, а затем приклепываются или припаиваются на основную форму. В народной архитектуре такими элементами в основном являлись различные цветы, накладки, декоративные элементы, вырезаемые и вычеканиваемые из плоских заготовок или выполняемые объемными. Крепили отдельные элементы при необходимости на металлическом стержне. Особенно широко применялся этот прием при изготовлении флюгеров и оголовков печных труб. При этом несущий каркас выполняли из стальной проволоки, а затем декорировали плоскими и объемными элементами из просечного металла.
Если при изготовлении малых декоративных и архитектурных форм неразъемные соединения возможно выполнить клепкой или пайкой, то для соединения частей листового металла значительных размеров применяют соединение фальцем. Фальцы могут быть выполнены стоячими и лежачими. Их располагают в одной плоскости с соединяемым металлом (лежачий шов) или перпендикулярно ей (стоячий шов). Кроме того, их можно сделать одинарными или более сложными и надежными - двойными. Одинарный лежачий фальц выполняют в такой последовательности: отступив от края заготовки на расстояние, соответствующее выбранной ширине фальца, с помощью рейсмуса или линейки чертилкой отмечают линию. Затем на краю стола, окантованном металлическим уголком, по намеченной линии загибают металл под углом 90°. Чтобы лист при нанесении ударов не смещался, его следует зафиксировать, прижав сверху деревянным бруском, уложенным по линии изгиба. Более надежна фиксация стальным уголком, который прижимается к верстаку с помощью струбцин.
После того как кромку металла загнули под углом 90°, заготовку переворачивают и заваливают кромку на лицевую сторону. При этом ока должна располагаться параллельно поверхности заготовки (при изготовлении труб отогнутые кромки размещают в противоположные стороны). Такие же операции выполняют со второй соединяемой заготовкой, а потом заводят края заготовок в замок, укладывают сверху металлическую массивную полосу и, нанося по ней сильные удары, замок уплотняют. Уплотнить шов также можно ударами киянки.
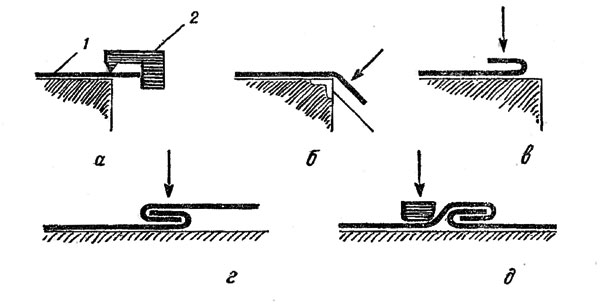
Рис. 135. Выполнение одинарного фальца: а - разметка рейсмусом; б - отбортовка; в - заваливание фальца; г - уплотнение замка; д - подсечка фальца; 1 - лист металла; 2 - рейсмус
Завершающая операция - подсечка фальца. Стальную полосу укладывают параллельно шву на расположенный сверху лист металла и по ней наносят удары до тех пор, пока она не осадится в одну плоскость с нижним листом. Эту операцию проводят на подложке из толстого стального листа (рис. 135).
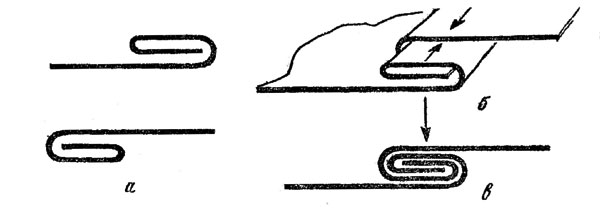
Рис. 136. Устройство лежачих двойных фальцев (а, б, в - последовательность выполнения)
Выполнение двойных и стоячих фальцев технологически идентично (рис. 136, 137).
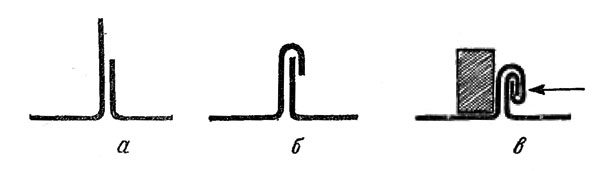
Рис. 137. Устройство стоячего двойного фальца (а, б, в - последовательность выполнения)
При изготовлении водоприемника трубы соединяют с помощью фальца (рис. 138).
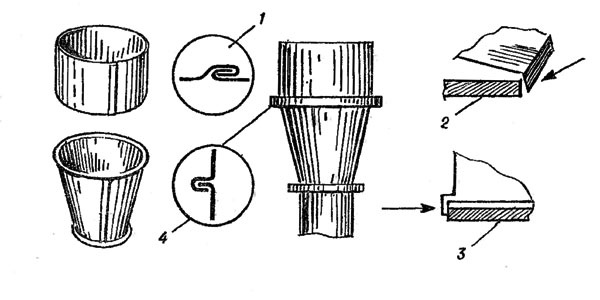
Рис. 138. Изготовление водоприемника: 1 - фальцевое соединение; 2, 3 - лом; 4 - стоячий одинарный фальц
Единственным отличием данных соединений является способ отбортовки металла, выполняемый расчеканкой трубчатой заготовки на торце лома или отрезке стального прутка. Вместо лома можно использовать кузнечный шперак подходящей формы, а для гибки труб - стальные или, в крайнем случае, деревянные оправки соответствующего диаметра. Если оголовок водоприемника хотят украсить просечным отверстием, его выполняют с паяными или клепаными соединениями, а остальные элементы водослива соединяют фальцевыми швами. При этом если его изготовляют из оцинкованного железа, то просечную часть или накладные элементы декора можно выполнить из меди или латуни.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'