Глава IV. Методы и техника обработки ювелирных камней
Ювелирные камни в природе часто встречаются в виде прекрасных кристаллов и изумительных по красоте образцов, отличающихся сильным блеском и природной игрой света. Однако человек уже в глубокой древности научился усиливать красоту, блеск и сияние камней путем их дополнительной обработки. Достоинство и красота ювелирного камня особенно ярко проявляются после его обработки - "...после слияния камня с мастерством...", по образному выражению А. Е. Ферсмана.
Цветные камни начали обрабатывать очень давно. Украшения из лазурита, яшмы, бирюзы и других камней в виде отшлифованных и округленных пластин найдены при раскопках древних захоронений во многих странах. Из камней делали цилиндрические печати и амулеты с рисунками и знаками. Техника обработки цветных камней первоначально была очень простой: нужную форму придавали, обрабатывая камни мелким кварцевым (фивским) песком или песком из пемзы (ноздреватый камень) на каменной неподвижной плите, а затем более твердыми минералами наносили на них рисунки или надписи. В 2000 - 1800 гг. до н. э. обработка цветных камней усложнилась. Из них стали вырезать сложные печати и фигурки животных. Для крито-микенского периода характерны различные орнаменты. В I тыс. до н. э. появились геммы с изображениями животных, а позже мифических героев и богов. Вырезали их мелкими плойками алмаза, вставленными в железные державки. Для изготовления гемм сначала использовали камни преимущественно группы кварца - оникс, карнеол, празем, яшму, агат, аметист и др. Позже (в VI - V вв. до н. э.) стали применять более твердые камни - берилл, изумруд, топаз, гиацинт, гранат и др. и более мягкие - обсидиан, нефрит, лазурит, бирюзу и др.
В средние века ювелирные камни обрабатывали по определенным правилам. В работе Теофила "Описание различных искусств" приведена методика обработки ювелирных камней. В соответствии с ней горный хрусталь распиливали специальными железными пилами, подсыпая мокрый мелкий кварцевый песок. Песчинки, подхваченные зубчатой поверхностью пилы, процарапывали острыми кромками распиливаемый камень, в результате в нем постепенно образовывался распил. Отпиленную часть камня приклеивали на державку из дерева, далее камень шлифовали сначала на неподвижной плите грубозернистого песчаника, а затем - более мелкозернистого. Камень шлифовался круговыми движениями по плите, поверхность которой непрерывно смачивали водой. Постепенно изменяя угол наклона державки, получали округлую поверхность камня, похожую на современный кабошон. Поверхность изделий из горного хрусталя полировали на свинцовой плите, покрытой увлажненным толченым кирпичом. При полировании более твердых камней (бериллов, изумрудов, рубинов, сапфиров и др.) использовали тонкий порошок из дробленого горного хрусталя.
Еще в глубокой древности в Индии было известно, что шлифовка граней кристалла алмаза позволяет улучшить его блеск и вид. Так, появилась простейшая огранка - "октаэдр"; для получения более сложной формы у кристалла стачивали одну вершину до образования плоской площадки, а затем естественные грани алмаза шлифовали и полировали. Эта форма огранки была распространена и в Европе до начала XIV в.
В XIII - XIV вв. в Европе появляются так называемые шлифовальные мельницы, на которых при помощи водяного привода вращали большие каменные шлифовальные диски для обработки камня, а также малые мельницы с ручным приводом. Очень часто использовали мельницы, на которых шлифовальные камни вращались в вертикальной плоскости. При этом огранщик шлифовал камень лежа, опираясь грудью и плечами на специальное устройство.
Главные центры огранки драгоценных камней в средние века - Париж, Фрейбург, Идар-Оберштейн и Прага. Г. В. Банк [6] пишет, что в 1290 г. в Париже образовался ремесленный цех шлифовальщиков камней, а с 1327 г. шлифовальные мельницы начали работать во Фрейбурге. В Праге искусство шлифования получило развитие в 1346 - 1378 гг. Сообщения о первых агатовых мельницах в Идар-Оберштейне относятся к 1454 г.
В 1456 г. для шлифовки алмаза стали применять алмазный порошок, что послужило толчком для дальнейшего развития искусства обработки драгоценных камней. Именно в это время придворный ювелир бургундского герцога Людвиг ван Беркем впервые предложил огранку алмаза в форме "розы". Для получения алмазного порошка Беркем закреплял в специальном цементе два алмаза и тер их друг о друга; порошок наносили на металлический диск, который вращался в специальном станке для огранки алмазов. У бриллианта, имеющего форму розы, плоское основание, а на верхней части нанесены 12, 24 или 32 грани (фацеты), которые сходятся в центре, в вершине. Бриллианты с 12 гранями назывались "Розами д'Анвер", а с большим числом граней - "коронованными розами".
Крупными центрами огранки алмазов и поставки бриллиантов в XV - XVI вв. были Париж и Антверпен, а с середины XVII в. - Антверпен и Амстердам.
Приблизительно в 1600 г. в Париже была разработана полная бриллиантовая огранка алмаза, которая с некоторыми изменениями сохранилась до наших дней. При такой огранке создаются оптимальные условия для полного внутреннего отражения и дисперсии света в алмазе. Сначала применялась самая простая форма бриллиантовой огранки, при которой на верхней и нижней частях бриллианта находилось по восемь граней. Ювелиры называли такую огранку ординарной или простой. Сейчас так гранят мелкие алмазы, получая бриллианты массой от 0,03 до 0,01 кар. Позже были разработаны более сложные формы бриллиантов - на обеих частях делали по 16 граней или 32 грани в верхней и 24 в нижней частях. Такие огранки соответственно назывались двойной и тройной (полной). В настоящее время алмазам придают следующие формы: "маркиз", "панделок", овальную, грушевидную, "бриолет", угловатую, "изумрудную", "каре" и др., а также классические формы (рис. 1, 2).
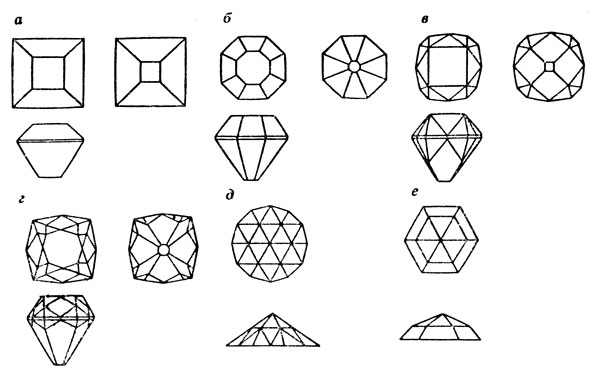
Рис. 1. Эволюция огранки алмазов: а - октаэдр; б - старая ординарная; в - 'Мазарини'; г - 'Перуцци'; д - голландская роза; е - антверпенская роза
При бриллиантовой огранке верхняя часть камня называется коронкой или верхом, нижняя - низом или павильоном, плоская - таблицей или площадкой, а линия, отделяющая коронку от павильона, - рундистом. Грани павильона сходятся в одну точку - шип. Раньше вместо шипа делали маленькую площадку - калетту.
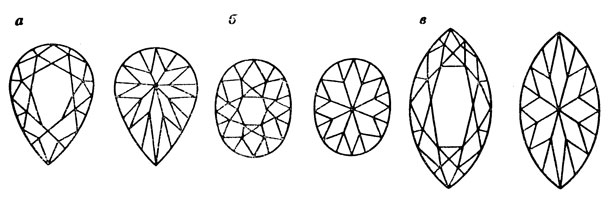
Рис. 2. Фантазийные формы огранки: а - грушевидная; б - овальная; в - 'маркиз'
В 1938 г. М. Толковским была рассчитана "идеальная" форма огранки бриллианта (рис. 3). Верхняя часть бриллианта имеет высоту 0,144 от величины диаметра камня (Д), диаметр площадки 0,53 Д, угол наклона основных граней 40,75°. Общая высота бриллианта 0,6 Д, а высота рундиста 0,01 - 0,02 Д.
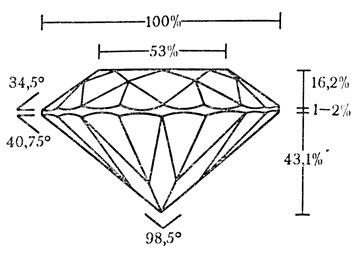
Рис. 3. Бриллиант М. Толковского
В СССР применяют чаще всего практическую бриллиантовую огранку, которая позволяет наиболее рационально использовать алмазное сырье. Размер площадки 50 - 65% от Д, высота рундиста 2 - 5% Д, угол наклона граней коронки 30 - 40°, угол наклона граней павильона 38 - 42°. В ФРГ применяют три типа практической огранки. В табл. 2 даны основные параметры некоторых огранок.
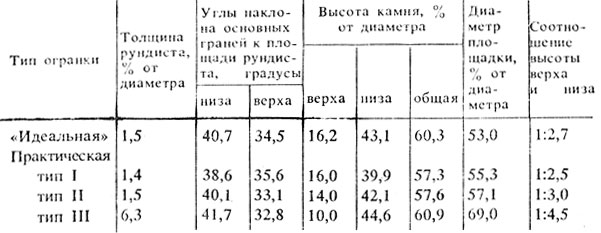
Таблица 2. Характеристика практических типов огранки, применяемых в ФРГ, и 'идеальной' огранки М. Толковского
На игру бриллианта влияют размер и число граней. Крупные камни изготавливают с большим числом граней, мелкие - с меньшим. Как правило, бриллианты массой менее 0,03 кар имеют 17 фацетов, камни массой 0,03 - 0,05 кар 33 фацета (швейцарская огранка). Однако чаще всего бриллианты массой более 0,03 кар имеют 57 фацетов: в верхней части - 33, в нижней - 24 (рис. 4).
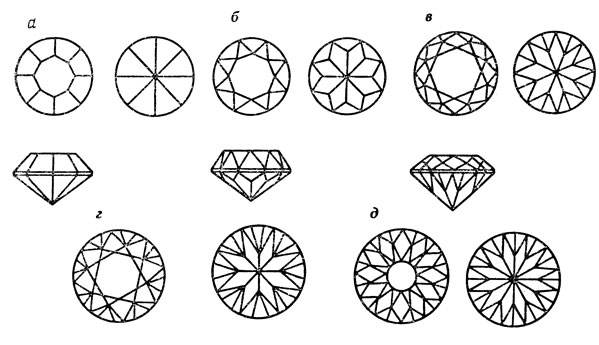
Рис. 4. Современные формы огранки: а - простая (17 фацетов); б - швейцарская (33); в - полная (57); г - Хайлайткат (73); д - королевская (86)
В последние годы зарубежными фирмами разработаны новые, более сложные формы огранки бриллиантов крупной формы, значительно усиливающие их игру. Так, для камней массой более 1 кар предложена огранка Хайлайт-Кат на 73 фацета (вверху 41, внизу 32). Для более крупных бриллиантов применяют "королевскую" огранку с 86 фацетами (49 вверху и 37 внизу), а также "величественную" огранку с 102 фацетами (61 вверху и 41 внизу). Иногда выполняется спиральная огранка.
Форма бриллиантов может быть различной, но чаще всего она круглая. Для крупных кристаллов используют формы: "маркиз", грушевидную, овальную, багет, "изумрудную" и др. При огранке драгоценных камней решающее значение имеют оптимальные углы наклона граней павильона. Если они не оптимальны, то большая часть лучей пройдет через камень, не отражаясь от нижних граней, и блеск камня будет тусклым, а цвет бледным. Чем большее число лучей света выйдет из камня, тем сильнее он блестит и сверкает. Показатель преломления у различных цветных камней различный. Для каждого камня существуют свои критические углы наклона граней низа, которые определяются отношением (рис. 5),
где i - угол падения луча света на поверхность камня; r - угол преломления луча света в камне.
Когда луч света AB попадет из камня в воздух, углы падения и преломления могут меняться местами: меньшим становится угол падения r, большим - угол преломления 1. В результате формула (1) примет вид
В этом случае при увеличении угла r1 направление вышедшего из кристалла луча приближается (с увеличением i1) к направлению поверхности камня и при некотором значении сольется с ней. При этом угол i будет равен 90°, a sin i=1. Тогда формулу (2) можно написать следующим образом:
С этого момента при дальнейшем увеличении угла r луч света не сможет выйти из камня и будет отражаться от его поверхности. Угол θ называется углом полного внутреннего отражения или критическим углом. Из цветных ювелирных камней наименьший критический угол у алмаза (24°5′), а наибольший у кварца - 40°3′. Чем меньше угол 0θ, тем больше область углов, при которых происходит явление полного внутреннего отражения. У алмаза эта область углов находится между 24°8′ и 90°- 65°2′, а для кварца эта область углов составляет только 49°7′.
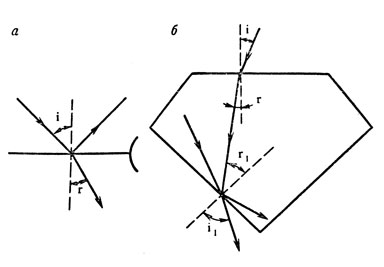
Рис. 5. Ход лучей в камне: а - преломление; б - полное внутреннее отражение
Для того чтобы каждый раз не производить вычислений, пользуются номограммой Б. В. Витковского (рис. 6). Веерообразно расходящиеся радиусы на ней соответствуют углам падения световых лучей в воздухе на поверхность камня, вертикальные линии - углу преломления световых лучей в камне, концентрические окружности - показателю преломления камня.
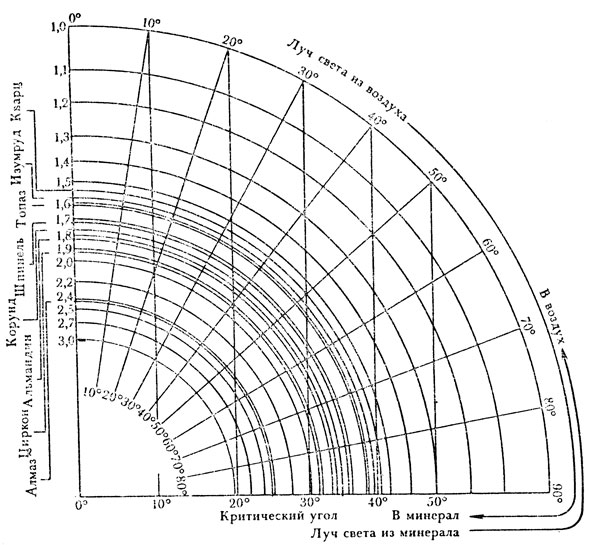
Рис. 6. Номограмма Б. В. Витковского
Луч света полностью отражается от граней низа в том случае, если он падает под углом, не меньшим критического для данного камня, - это нижний предел угла наклона граней павильона. Верхний предел угла наклона граней павильона определяется разностью между 180° и критическим углом, деленной на три (табл. 3).
![Таблица 3. Показатели преломления, критические углы и пределы углов наклона граней павильона ювелирных камней [3]](pic/000014.jpg)
Таблица 3. Показатели преломления, критические углы и пределы углов наклона граней павильона ювелирных камней [3]
Ювелирным камням при огранке придают различную форму. Исторически сложились определенные формы огранки ювелирных камней. Круглую бриллиантовую огранку чаще всего используют при обработке алмаза, горного хрусталя, циркона, турмалина, топаза, реже изумруда и рубина. Одинарной или двойной розой гранят гранаты, уплощенные алмазы и некоторые темные, слабо просвечивающие камни. Ступенчатую огранку в форме квадрата, прямоугольника или ромба используют при обработке прозрачных цветных камней: берилла, изумруда, гиацинта, сапфира, рубина и граната. Огранку кабошоном используют для непрозрачных камней: бирюзы, лунного камня, яшмы, малахита, лазурита и др., так же обрабатывают изумруды, сапфиры и рубины пониженного качества. Огранка клиньями применяется при обработке лазурита, агата, яшмы и др.
Обработка любого ювелирного камня включает ряд операций: предварительный осмотр и разметку; распиливание или раскалывание; обдирку (придание формы); огранку. Рассмотрим их подробнее.
Предварительный осмотр камня проводится для выбора наиболее оптимального способа его обработки с учетом дефектов, неравномерности окраски, возможной формы огранки и т. п.
Разметка цветных камней осуществляется таким образом, чтобы наиболее густоокрашенной была нижняя сторона ограненного камня. Линии распиливания или раскалывания намечают рапидографом; при этом необходимо учитывать, как лучше убрать дефекты камня в процессе огранки. Операция по разметке камня весьма ответственная. Она требует большого опыта и знаний особенностей камня - его свойств, кристаллографического строения и т. д. Именно этот процесс обеспечивает получение камня с наилучшими цветовыми и качественными характеристиками.
Распиливанием или раскалыванием ювелирные камни разделяют на части, пригодные для последующей обработки. Раскалывание в настоящее время применяют реже распиливания, в основном при обработке алмазов искаженной формы или алмазов с дефектами, устраняемыми при раскалывании. Алмаз закрепляют специальным цементом на оправке, на ребре кристалла осколком алмаза наносят риску (черту), а затем с помощью специального ножа, вставляемого в риску, откалывают часть алмаза.
Распиливают алмазы по определенным плоскостям, не соответствующим направлениям раскалывания. Эти плоскости располагаются параллельно граням куба или ромбододекаэдра. Распиливают алмазы на специальном станке тонкими дисками из оловянисто-фосфористой бронзы, шаржированными алмазным микропорошком (рис. 13). Диаметр дисков 76 мм, толщина от 0,04 до 0,09 мм в зависимости от размера распиливаемого кристалла. Технологический процесс распиливания начинается с наклейки размеченных кристаллов специальной массой, состоящей из медицинского гипса и клея в пропорции 1:1. Затем кристалл ориентируют для совмещения плоскости линии разметки с плоскостью распиловочного диска. Делается это визуально или с помощью микроскопа МБС-2, оснащенного специальным устро. После этого производится подрез кристалла на глубину 1 - 1,5 мм и распиливание его. Нагрузка на алмаз при распиливании составляет, по данным В. И. Епифанова, А. Я. Песиной и Л. В. Зыкова, от 120 до 300 г в зависимости от массы кристалла (от 0,1 до 5 кар и выше) и толщины диска (от 0,05 до 0,08 мм). В настоящее время длраспиливания алмаза широко применяются полуавтоматические станки. Цветные ювелирные камни распиливают на специальных станках при помощи тонких алмазных дисков с частотой вращения до 8000 мин-1. Для охлаждения камня обязательно используют воду. Камень закрепляют в зажиме и вручную подают навстречу движению вращающегося диска. Обычно для распиливания цветных камней используют алмазные диски типа АОК диаметром 100 мм (АОК 100×0,3×5×20) с зернистостью алмазов 160/125 мкм и массой алмазов около 0,5 кар.
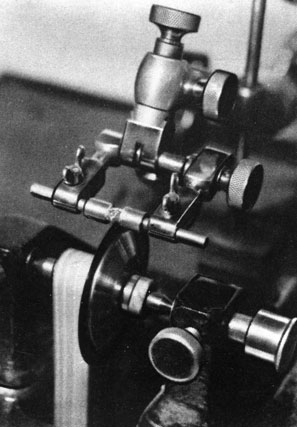
Рис. 13. Распиливание алмаза
Обдирка выполняется для придания обрабатываемому камню предварительной формы. Обдирку производят вручную алмазным резцом, закрепленным в державке. Алмазу придают круглую или другую форму, острые ребра и грани сглаживают. Обычно размер камня, которым производят обдирку, соответствует размеру обдираемого камня. Камни также обдирают на специальных станках при помощи круга, армированного алмазами. Камень вращается с частотой 100 - 700 мин-1, а алмазный диск - с частотой 3000 мин-1. Диаметр диска 250 мм, зернистость алмазов 125/100 мкм, масса алмазов 300 кар. Обрабатываемый камень приклеивают специальной мастикой к торцу оправки, которую вставляют в соответствующее устройство на станке. Обрабатывают камень в струе воды. Для получения заготовок сложной формы (овальной, грушевидной, "маркиз") камень обрабатывают специальным копиром.
Процесс огранки камня включает в себя две стадии: шлифовку, задачей которой является съем основной массы минерала, нанесение на поверхность обрабатываемого камня граней определенной формы, и полировку.
Операции шлифовки и полировки ювелирных камней - самые ответственные и наиболее трудоемкие. Шлифуют камни на специальных станках, оснащенных вращающимся ограночным диском. При шлифовке алмазов применяют чугунные диски, шаржированные алмазным микропорошком зернистостью 5 - 7 мкм. Частота вращения дисков - до 4000 мин-1. Алмаз закрепляют в приспособление "Кристалл", которое дает возможность поворачивать камень на требуемый угол. Вначале шлифуют и полируют верхнюю площадку, затем положение камня меняют и обрабатывают нижнюю часть камня; причем сначала шлифуют четыре основные грани под углом 40 - 42° к плоскости рундиста, а потом четыре угловые грани и клинья на гранях низа. После обработки нижней части камня шлифуют и полируют верхнюю часть бриллианта. При массовом изготовлении бриллиантов используют пооперационный метод огранки, т. е. каждый рабочий специализируется на огранке определенных граней.
Огранку, шлифовку и полировку цветных камней производят на станках типа 0126-А, обеспечивающих частоту вращения до 2500 мин-1. Обрабатывают камни на алмазном круге типа А1-ПВ диаметром 140 мм. Камень приклепляют мастикой к державке, которую закрепляют в квадранте с угловым конусом и шайбой с делениями. Сначала шлифуют площадку, затем грани низа камня и верхнюю часть. Для шлифования используют алмазные круги с зернистостью алмазов 60/40 мкм, которые постоянно омывают водой, а для полировки - круги, армированные алмазами зернистостью 7/5 мкм и охлаждаемые веретенным маслом. Некоторые камни полируют на оловянных или свинцовых дисках, применяя оксид хрома, трепел и другие "мягкие" абразивы.
Камни непрозрачные или со значительными дефектами гранят в форме кабошонов. Это можно делать вручную, постепенно изменяя угол наклона державки. Высота правильного кабошона должна быть равна радиусу камня. Если высота больше, то кабошон относится к типу высоких, а если меньше - к типу плоских. Для усиления прозрачности камней иногда делают вогнутую площадку. Встречаются выпуклые кабошоны, а также камни со смешанной огранкой. В последние годы обработка камней выполняется на автоматических станках. После изготовления камень отделяют от державки, промывают в ультразвуковой ванне и сушат. Бриллианты кипятят в серной кислоте с добавкой азотнокислого калия в соотношении 10:1 при температуре 150 - 160°С. Затем их промывают в дистиллированной кипящей воде, обмывают спиртом и просушивают. Далее производят оценку камней по массе, форме, цвету, группам порочности в соответствии с техническими условиями и упаковывают в бумажные пакеты, на которых пишут название камня, их количество, общую массу, цену за 1 кар.
Бриллианты по форме делятся на круглые (17, 33 или 57 граней), "маркизы" (55 граней), грушевидные (56 граней), "изумруды" (57 граней), "багет трапециевидные" и "багет прямоугольные" (25 граней), овальные (57 граней), угловатые (57 граней), квадратные (25 граней), треугольные (19, 31 и 37 граней), шестиугольные (37 граней), восьмиугольные (49 граней). По массе бриллианты подразделяются на три группы: малые (до 0,29 кар включительно), средние (от 0,3 до 0,99 кар) и крупные (более 1 кар).
Техническими условиями предусмотрена классификация бриллиантов по группам дефектности. Мелкие бриллианты с 17 или 33 гранями подразделяются на пять групп дефектности, с 57 гранями - на восемь, а средние и круглые - на одиннадцать.
Цвет бриллиантов определяют согласно ГОСТ 9363 - 60. Для арбитражного определения цвета установлены эталонные образцы бриллиантов. В зависимости от цвета и интенсивности окраски бриллианты разделяются на группы: мелкие с 17 и 33 гранями - на четыре, мелкие с 57 гранями - на семь, средние и крупные - на девять. Бриллианты с уникальным цветом (голубым, розовым, изумрудно-зеленым и др.) относятся к I группе цвета. Бриллианты последних групп дефектности независимо от их цвета относят к последним группам цвета.
Изумруды делятся на две категории: граненые изумруды, кабошоны. По цвету обработанные изумруды разделяются на пять групп: темно-зеленые, нормально-зеленые, средне-зеленые, светло-зеленые, с зеленоватым оттенком (светлые). По качеству граненые изумруды делятся на три, а кабошоны на две группы.
При огранке изумрудам придают преимущественно форму "изумруд", но допустимы и другие формы (рис. 7). Изумруды массой до 0,1 кар гранятся только квадратной формы (каре).
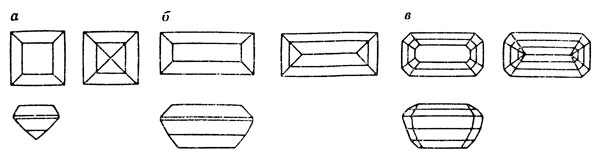
Рис. 7. Формы огранки изумруда: а - каре; б - прямоугольная: в - изумрудная
Сапфиры по цвету подразделяются на две группы: нормально-синие и светло-синие. Форма огранки их может быть различная, обрабатывают их и в виде кабошонов. По степени дефектности сапфиры разделяются на две группы.
Рубины по цвету разделяются на две группы: ярко-красные и нормально-красные. По дефектности они также делятся на две группы. Согласно требованиям ОСТа к ограненным полудрагоценным камням в СССР поверхность граней ограненного камня должна быть зеркально блестящей: недопустимы непрополированные участки, раковины, штрихи, царапины, видимые невооруженным глазом, сколы на гранях, ребрах и по рундисту, ребра должны быть ровные и четко ограничивать грань. Ребра смежных граней должны сходиться в одну точку, а площадка должна быть перпендикулярной к оси, проходящей через вершину вставки.
Поделочные цветные камни, из которых делают вставки, в соответствии с ОСТом делятся на четыре группы: I группа - доломит, змеевик, лиственит, мраморный оникс, офиокальцит, родусит, хибинит; II группа - беломорит, джеспилит, кахолонг, розовый кварц, кремень декоративный, обсидиан, пегматит графический, роговик, яшма; III группа - агат-переливт, амазонит, лабрадорит иризирующий, родонит, халцедон цветной; IV группа - агат, лазурит поделочный, нефрит, сердолик, жадеит бледно-зеленый, жадеит серый с зелеными прожилками, хризопраз бледно-зеленый1. Наиболее ценны камни IV группы, наименее - I.
1 (К IV группе относится чароит)
Вставки из редких дорогостоящих цветных камней выделяются отдельно по видам: аметистовые щетки; бирюза яркая голубая и зеленовато-голубая; бирюза бледная голубая и зеленовато-голубая; жадеит зеленый и ярко-зеленый; лазурит ювелирный; хризопраз зеленый и ярко-зеленый.
Размерность вставок из поделочных цветных камней определяется суммарной величиной, полученной от сложения двух взаимно перпендикулярных линейных осевых размеров плоскости основания вставки. На лицевой поверхности вставок не допускаются сколы и раковины, трещины, угрожающие целостности камня, блеклая невыразительная окраска. Лицевая поверхность камня должна быть зеркально блестящей, равномерно прополированной, без видимых невооруженным глазом царапин и следов обработки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'