2. Огранка вставок из природных и синтетических камней
Наряду с декоративным качеством камней играют роль размеры бездефектной области камня, что в значительной степени усложняет технологию обработки природных камней.
Технологический процесс огранки природных и синтетических камней состоит из предварительного осмотра камня, раскалывания, распиливания или резки, огранки, шлифовки, полировки и промывки.
Предварительный осмотр камня необходим, чтобы определить наиболее целесообразный раскрой для наибольшего процента выхода сырья и получения камней без дефектов, с максимально окрашенной частью, которая, как правило, должна располагаться в нижней стороне ограненного камня.
Распиливание камней производится на простых по конструкции станках, в которых от мотора с помощью ременной передачи вращение передается на ось алмазного отрезного круга, вращающегося в концевых опорах с частотой вращения 8000 об/мин. Распиливание камня производится в струе воды.
Огранку камней в промышленных условиях производят на специализированных станках, оснащенных необходимыми приспособлениями для получения правильных геометрических элементов камня. В условиях предприятий бытового обслуживания, которые могут вести обработку камней в единичном порядке, огранку, как правило, производят на станках для ручной огранки и полировки вставок (рис. 35) с применением также необходимых приспособлений.
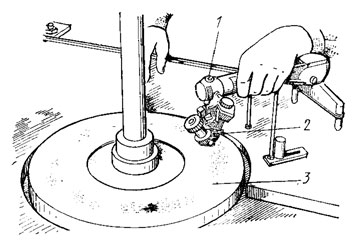
Рис. 35. Станок для ручной огранки и полировки камней: 1 - делительная головка, 2 - оправка с наклеенной заготовкой, 3 - алмазный круг
Перед огранкой камень специальной мастикой, в которую входит 82% сургуча, 8% шеллака, 5% канифоли, 5% мела, наклеивают на торец оправки (рис. 36), хвостовая часть которой подходит к цанговым зажимам всех ограночных станков. На этой оправке камень проходит все этапы обработки. Шлифовка камней в зависимости от необходимой формы вставки производится алмазными кругами. Обработка ведется в струе воды.
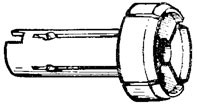
Рис. 36. Специальная оправка для установки камня
Широкое распространение для шлифовки камней в промышленных условиях получили станки типа "Люкс", на которых производится шлифовка камней овальных форм, в том числе формы кабошон. Обработка камней овальных форм осуществляется алмазным кругом диаметром 250 мм с зернистостью АСВ 125/100 и общим содержанием алмаза 270 - 275 кар. Частота вращения алмазного круга 2000 об/мин, изделия - 100 об/мин. Обработка камней формы кабошон осуществляется также алмазным кругом диаметром 150 мм с зернистостью АСР 69/50 и содержанием алмаза 50 кар. Частота вращения круга 2800 об/мин, изделия - 700 об/мин.
Огранку, шлифовку и полировку камня круглой или конусной формы производят на станке модели Г-45-00 производства Московского экспериментального завода или на станке модели 0126-А производства Арзнинского завода точных технических камней.
В условиях единичного производства технологический процесс производства граненых вставок подразделяется на следующие основные операции: 1) сортировку и разметку сырья; 2) резку на заготовки; 3) наклейку заготовок; 4) предварительную обработку заготовок; 5) наклейку заготовок; 6) огранку граней низа; 7) полировку граней низа; 8) окончательную заточку по рундисту; 9) переклейку; 10) полировку рундиста; 11) огранку граней верха; 12) полировку граней верха; 13) отклейку и очистку; 14) контроль качества.
По этому технологическому процессу производится обработка как полудрагоценных, так и синтетических камней. В технологическом процессе обработки различных видов камней должна быть предусмотрена такая разметка камня, которая давала бы возможность получить максимальный процент использования сырья.
После разметки камней (сырья) с учетом их оптимальных размеров и внутренних дефектов производится их резка (распиливание) па специальном станке с применением алмазных отрезных кругов диаметром 90 - 160 мм, частотой вращения 7000 - 9000 об/мин. Для распиливания применяются станки различных конструкций. При резке необходимо обеспечить охлаждение водой как камня (сырья), так и алмазного круга. Марка и зернистость алмазного порошка выбираются в зависимости от твердости и хрупкости разрезаемого камня (сырья). Так, для резки корунда и граната используют алмазный порошок марки А или АСК зернистостью 125/100, а для кварца - зернистостью 200/160. Диаметр отрезного круга подбирают таким образом, чтобы он выступал из прорези столешницы на полную толщину разрезаемого камня (сырья). В процессе резки камень необходимо периодически править абразивным бруском.
Затем производится предварительная обработка камня, которая заключается в черновом съеме материала и получении заготовок определенной формы и размеров. Перед механической обработкой заготовки закрепляются в оправках с помощью мастики, а оправка закрепляется в делительной головке квадранта станка для ручной огранки и полировки вставок.
После черновой обработки заготовки подвергаются чистовой заточке по рундисту, а затем производится огранка коронки. При этом заготовки в процессе смены позиций снимаются с оправки и снова приклеиваются в перевернутом положении. Процесс огранки заключается в нанесении на заготовку определенного количества разнообразных по форме граней, расположенных под заданным углом к плоскости сечения по рундисту. На поверхности коронки под требуемым углом наклона к плоскости алмазного круга наносится ряд симметрично расположенных граней, равных по ширине у рундиста и одинаковых по высоте.
Для огранки применяется алмазный круг формы АПВ диаметром 140 мм на металлической связке М 1 с алмазным зерном ACM 60/40 50%-ной концентрации; частота вращения алмазного круга 2800 - 3000 об/мин, охлаждение водяное.
Полировка граней коронки аналогична огранке и производится в такой же последовательности на том же станке. Процесс полировки является отделочной операцией и осуществляется он на алмазном круге формы АПВ диаметром 140 мм на металлической связке М 1 с алмазным зерном АСМ 7/5 50%-ной концентрации; частота вращения круга 2800 - 3000 об/мин; в качестве смазочно-охлаждающей жидкости используется растительное масло. В процессе полировки граней необходимо периодически править алмазоносный слой круга трепелом с целью вскрытия режущих кромок алмазных зерен.
Для придания зеркального блеска поверхностям граней вставок производится их окончательная полировка на щеточно-полировальном станке при помощи алмазной пасты АСМ 5/3 ВОМ (смываемая водой и органическими растворителями, мазеобразная) 10%-ной концентрации.
Для огранки павильона заготовка с отполированной коронкой тщательно обезжиривается, а затем переклеивается на эту же оправку павильоном наружу (ось шпильки при этом должна быть перпендикулярна плоскости рундиста). Последовательность выполнения операций при огранке и полировке павильона та же, что и при огранке коронки. В процессе огранки и полировки павильона необходимо постоянно контролировать равномерность толщины рундиста по всему периметру.
Граненые вставки с отполированными павильонами отклеивают от оправок, затем очищают от мастики в ультразвуковой ванне установки модели УЗУ-0,1 или УЗУ-0,25 смесью растворов 30%-ного едкого натра и спирта.
Полировка рундиста граненых вставок, изготовленных на станках ручной огранки и полировки, производится вручную, при этом особое внимание следует уделять равномерной толщине рундиста и форме ограненной вставки.
По окончании технологического процесса огранки и полировки готовая вставка проходит процесс мойки (промывки) в ультразвуковой установке с применением промывочной жидкости на основе мыльно-спиртового раствора.
Для изготовления граненых вставок круглой и овальной формы, а также типа кабошон может быть использовано то же оборудование для ручной огранки и полировки с применением специальных приспособлений. При этом симметричность и форма ограненной вставки зависят от квалификации рабочего - огранщика.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'