3. Прокатка
Прокатка (вальцовка) применяется, когда ювелирные изделия необходимо изготовить из листового материала методом штамповки или из прутков определенной формы и толщины. Этот технологический процесс основан на пластичности сплава.
Листовой металл прокатывают между гладкими валками прокатных вальцов. Между вращающимися валками слиток сжимается по толщине, а длина его при этом увеличивается. Проволоку прокатывают в фасонных валках (ручьевых), в которых имеются кольцевые проточки (ручьи), соответствующие по сечению форме профиля прокатываемой проволоки.
Принципиально процессы прокатки листового металла и проволоки сходны, но каждый из них имеет свои особенности. При прокатке листового металла на него действует только вертикальное давление, а при прокатке проволоки заготовка испытывает еще и боковое давление. Прокатываемый лист может, хотя и незначительно, расширяться в стороны, в то время как при прокатке проволоки деформация недопустима.
Особое внимание при прокатке необходимо обращать на способность каждого сплава к пластической деформации. В процессе прокатки металл нагартовывается и повышает свою твердость. Для снятия напряжений и придания металлу пластичности необходимо при прокатке проводить периодически отжиг. Последний может быть между определенными циклами прокатки, состоящими из нескольких проходов. Ориентировочно отжиг следует проводить после уменьшения толщины заготовки или сечения проволоки на 50%.
В процессе прокатки существенно ее направление, которое можно изменять только после промежуточного отжига. Сокращение расстояния между валками, а при прокатке проволоки переход к прокатке в следующем ручье производятся после выполнения цикла прокатки и отжига металла.
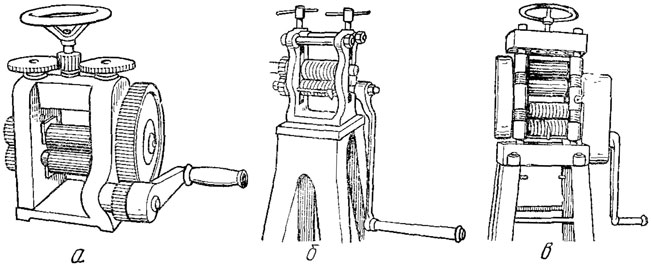
Рис. 25. Прокатные вальцы с ручным приводом: а - плоские, б - фасонные, в - комбинированные
Прокатные вальцы бывают плоские, фасонные и комбинированные, в зависимости от профиля валов. Они могут быть с электро- или ручным (рис. 25) приводом.
Станина вальцов по конфигурации может быть различной. В верхней части станины должны быть четыре отшлифованные стойки, которые являются направляющими. По направляющим передвигаются подшипники качения, в которых вращаются валки, Диаметр и длина валков определяются в зависимости от потребностей производства. Сверху на направляющие стойки ставится верхняя плита, которая соединяет их. Расстояние между валками регулируется с помощью вертикальных винтов, установленных в верхней плите, и центрального маховика.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'