9.3. Эмалирование
Эмалирование - один из видов декоративной обработки (отделки) ювелирных украшений. Искусство нанесения эмали известно со времени древнего Египта и всегда требовало исключительного мастерства и высокой профессиональной культуры. Составы эмалей, способы их приготовления и методы нанесения всегда держались в секрете. Существующие в наши дни эмали и процессы эмалирования позволяют значительно расширить ассортимент ювелирных украшений, повышают их декоративно-художественную ценность, а также эффективность использования драгоценных металлов.
Эмаль представляет собой легкоплавкое стекло сложного состава, предназначенное для наплавления на металл. Сложный состав эмали необходим для прочного сплавления с металлом. По химическому составу эмали представляют собой соли кремниевой кислоты, а компонентами сплава являются окислы свинца, кремния, калия, бария, натрия, трехокиси мышьяка, сурьмы и окислы красящих металлов. Цвет эмалей - самый разнообразный и достигается за счет введения в сплав соответствующих красителей. Различают эмали холодные и горячие, прозрачные и непрозрачные. В ювелирном деле чаще применяются горячие эмали, наносимые на изделия посредством обжига. В табл. 9.1 приведены номера, цвет, интервалы температур отжига эмалей для ювелирных украшений, изготовленных из золота, серебра и недрагоценных металлов.
Таблица 9.1
| Номер эмали | Цвет | Температура обжига, °С | материал изделий |
| Эмали Дулевского красочного завода | |||
| 3 | Красный яркий прозрачный | 780 - 880 | Томпак, мельхиор, медь, серебро, золото |
| 5 | Красный прозрачный | 780 - 88 | " |
| 6 | Хаки непрозрачный | 780 - 820 | " |
| 8 | Синий прозрачный | 740 - 860 | " |
| 10 | Белый непрозрачный | 740 - 780 | " |
| 12 | " | 760 - 840 | Томпак, мельхиор, медь |
| 13 | " | 820 - 840 | " |
| 14 | Синий прозрачный | 740 - 860 | Томпак, мельхиор, медь, серебро, золото |
| 16 | Опал непрозрачный | 760 - 820 | Томпак, мельхиор, медь, серебро |
| 18 | Фиолетовый прозрачный | 740 - 860 | Томпак, мельхиор, медь, золото, серебро |
| 19 | " | 740 - 840 | " |
| 22 | Желтый | 740 - 820 | Томпак, мельхиор, медь, серебро |
| 23 | Серый непрозрачный | 720 - 820 | Томпак, мельхиор, медь, золото, серебро |
| 27 | Черный | 780 - 880 | " |
| 28 | Голубой | 720 - 820 | " |
| 32 | Фондан прозрачный | 800 - 860 | Томпак, мельхиор, медь, серебро |
| 33 | Серый непрозрачный | 700 - 780 | " |
| 34 | Желтый | 720 - 840 | " |
| 41 | Голубой прозрачный | 700 - 880 | " |
| 42 | Сереневый непрозрачный | 740 - 820 | " |
| 49 | Электрик прозрачный | 720 - 820 | " |
| 50 | Темно-синий | 740 - 880 | " |
| 58 | Зеленый яркий прозрачный | 760 - 820 | " |
| 59 | Зеленый прозрачный | 760 - 820 | " |
| 60 | Фисташковый яркий непрозрачный | 740 - 840 | " |
| 61 | Фисташковый непрозрачный | 760 - 840 | " |
| 63 | Голубой | 700 - 860 | " |
| 64 | Голубой яркий непрозрачный | 720 - 820 | " |
| 65 | Голубой непрозрачный | 720 - 820 | " |
| 66 | Светло-синий прозрачный | 720 - 820 | Томпак, мельхиор, медь, золото, серебро |
| 67 | Темно-голубой непрозрачный | 720 - 800 | Томпак, мельхиор, медь, серебро |
| 83 | Зеленый прозрачный | 720 - 840 | Томпак, мельхиор, медь, золото, серебро |
| 84 | Зелено-желтый | 700 - 880 | " |
| 85 | Бирюзовый непрозрачный | 740 - 820 | " |
| 91 | Синий непрозрачный | 740 - 800 | Томпак, мельхиор, медь, серебро |
| 97 | Зеленый яркий непрозрачный | 740 - 800 | Томпак, мельхиор, медь, золото, серебро |
| 98 | Зеленый непрозрачный | 740 - 820 | Томпак, мельхиор, медь, золото, серебро |
| 99 | Темно-зеленый | 740 - 800 | " |
| 100 | Темно-желто-зеленый | 760 - 820 | " |
| 101 | Темно-зеленый прозрачный | 720 - 860 | " |
| 102 | Электрик яркий прозрачный | 720 - 880 | " |
| 103 | Темно-зеленый прозрачный | 720 - 840 | " |
| 114 | Морская зелень прозрачный | 740 - 880 | " |
| 116 | Фиолетовый прозрачный | 720 - 880 | " |
| 117 | Коричневый | 720 - 840 | " |
| 119 | Фиолетовый | 760 - 860 | " |
| 120 | Электрик | 700 - 820 | " |
| 122 | " | 700 - 820 | " |
| 124 | Синий | 720 - 840 | " |
| 125 | Синий яркий прозрачный | 740 - 840 | " |
| 126 | Синий приглушенный прозрачный | 760 - 880 | " |
| 127 | Синий прозрачный | 740 - 840 | " |
| 130 | Оранжевый непрозрачный | 780 - 860 | Томпак, мельхиор, медь |
| 131 | Красный | 780 - 860 | " |
| 132 | Красный приглушенный непрозрачный | 780 - 860 | Томпак, мельхиор, медь |
| 133 | Красный яркий непрозрачный | 780 - 860 | " |
| 134 | Красный непрозрачный | 780 - 860 | " |
| 145 | Рубиновый прозрачный | 780 - 840 | " |
| 165 | Красный непрозрачный | 780 - 860 | " |
| 175 | Зеленый прозрачный | 700 - 860 | Томпак, мельхиор, медь, золото, серебро |
| Эмали завода "Дружная горка" | |||
| 5002 | Фиолетовый яркий прозрачный | 740 - 840 | Томпак, мельхиор, медь, золото, серебро |
| 5006 | Голубой прозрачный | 720 - 780 | Томпак, медь, золото, серебро |
| 5007 | Фиолетовый | 740 - 840 | Томпак, мельхиор, медь, золото, серебро |
| 5008 | Зеленый полупрозрачный | 720 - 780 | Томпак, медь, золото, серебро |
| 5009 | Светло-сиреневый прозрачный | 740 - 780 | Томпак, медь, серебро |
| 5011 | Коричневый | 680 - 780 | Томпак, мельхиор, медь, золото, серебро |
| 5012 | Синий | 720 - 800 | Томпак, медь, серебро |
| 5013 | Розовый яркий прозрачный | 760 - 800 | " |
| 5014 | Желтый яркий | 740 - 800 | Томпак, мельхиор, медь, золото, серебро |
| 5016 | Желтый прозрачный | 680 - 780 | Томпак, медь, серебро |
| 5017 | Розовый | 740 - 800 | " |
| 5018 | Голубой непрозрачный | 700 - 800 | Томпак, мельхиор, медь, золото, серебро |
| 5019 | Красный яркий прозрачный | 720 - 800 | Томпак, мельхиор, медь, золото, серебро |
| 5020 | Красный прозрачный | 740 - 800 | " |
| 5022 | Серый | 740 - 800 | Томпак, медь, серебро |
| 5024-4 | Сиреневый непрозрачный | 760 - 800 | Томпак, мельхиор, медь, золото, серебро |
| 5024-5 | " | 760 - 800 | " |
| 5024-6 | " | 760 - 800 | " |
| 5026 | Зеленый прозрачный | 700 - 780 | Томпак, медь, золото, серебро |
| 5027 | Голубой непрозрачный | 740 - 800 | Томпак, медь, мельхиор, золото, серебро |
| 5028 | Синий яркий прозрачный | 660 - 800 | " |
| 5029 | Синий прозрачный | 660 - 800 | " |
| 5030 | Голубой непрозрачный | 760 - 800 | Томпак, медь, золото, серебро |
| 5031 | Зеленый | 760 - 820 | Томпак, мельхиор, медь, золото |
| 5032 | Розовый | 760 - 820 | " |
| 5061 | Синий прозрачный | 740 - 800 | Томпак, медь, золото, серебро |
| 5086 | Красный яркий прозрачный | 740 - 800 | Томпак, медь, мельхиор, золото, серебро |
| 5088 | Красный прозрачный | 740 - 800 | " |
| 5100 | Бежевый непрозрачный | 800 - 860 | Томпак, мельхиор, медь |
| 5104 | Синий прозрачный | 740 - 800 | Томпак, медь, мельхиор, золото, серебро |
| 5105 | Бирюзовый прозрачный | 700 - 800 | Томпак, медь, серебро |
| 5162 | Желтый | 700 - 800 | " |
| 5163 | Желто-коричневый | 740 - 800 | " |
| 5177 | Зеленый | 740 - 800 | Томпак, мельхиор, медь, золото, серебро |
| 5200 | Серый непрозрачный | 800 - 860 | Томпак, мельхиор, медь |
| 5201 | Зеленый | 700 - 800 | Томпак, медь, золото, серебро |
| 5204 | Желтый | 700 - 800 | " |
| 5210 | Серый | 740 - 800 | " |
| 5238 | Желтый прозрачный | 740 - 820 | Томпак, медь, серебро |
| 5241 | Красный | 760 - 800 | Томпак, мельхиор, медь, золото, серебро |
| 5353 | Бесцветный (фондан) | 740 - 800 | " |
| 5357 | То же | 700 - 900 | " |
| 5363 | " | 760 - 900 | " |
| 5440 | Светло-серый непрозрачный | 740 - 800 | " |
| 5456 | Светло-коричневый | 740 - 800 | " |
| 5500 | Бирюзовый | 800 - 860 | Томпак, мельхиор, медь |
| 5510 | Сиреневый яркий прозрачный | 720 - 800 | Томпак, медь, серебро |
| 5511 | Сиреневый прозрачный | 720 - 800 | " |
| 5600 | Светло-бирюзовый непрозрачный | 800 - 860 | Томпак, мельхиор, медь |
| 5612 | Желтый непрозрачный | 740 - 800 | Томпак, медь, золото, серебро |
Виды эмалей. Эмали делятся на выемчатые, перегородчатые и расписные (живописные).
Эмали, наносимые в углубления (выемки) изделий, называются выемчатыми (рис. 9.3, а). Углубления (выемки) под эмаль могут быть подготовлены литьем, штамповкой, чеканкой, гравированием, травлением. При этом приеме эмалирования используются как прозрачные, так и непрозрачные эмали.
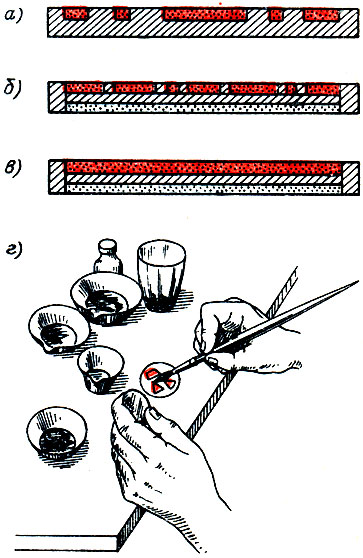
Рис. 9.3. Эмалирование
Эмали, которые наносятся в углубления (клеточки), образованные искусственно созданными перегородками из плоской проволоки или филиграни, называются перегородчатыми (рис. 9.3, б). Техника перегородчатой эмали предусматривает использование прозрачных и непрозрачных эмалей. Разновидность перегородчатой эмали - эмаль витражная. Рисунок на изделии под витражную эмаль вырезают непосредственно в металле или выполняют техникой филиграни. Прием витражного эмалирования представляет собой перекрытие (затяжку) сквозных отверстий только прозрачными цветными эмалями.
Эмалирование расписными (живописными) эмалями (рис. 9.3, в) заключается в росписи эмалью или чаще всего над- глазурными красками по эмали. Последний прием эмалирования очень трудоемкий и кропотливый, от эмальера требуется высокая профессиональная подготовка и художественный вкус. В нашей стране изделиями с расписными эмалями, которые называют изделиями с филигранью, издавна славился г. Ростов (Ярославская обл.); в последние же годы получили известность украшения с финифтью производства Пермского экспериментального ювелирного завода.
Опалесцирующие (опаловые) эмали в ювелирном деле широко применялись в XVII - XIX веках. Отличаются от обычных эмалей особыми декоративными свойствами: в зависимости от угла падения света на них могут казаться то прозрачными, то слегка приглушенными, а то становятся похожими (по густоте окраски и яркости бликов) на благородный опал. Опалесцирующий эффект достигается путем так называемого глушения - ввода в состав данных эмалей различных окислов. Недавно, казалось, забытые опалесцирующие эмали в последнее время все чаще используются при изготовлении ювелирных украшений.
Таблица 9.2
| Номер эмали | Массовая доля компонента, % | ||||||||||||||
| Оксид | Красители | ||||||||||||||
| SiO2 | PbO | K2O | Na2O | B2O3 | ZnO | CaO | P2O5 | As2O3 | Sb2O3 | Er2O3 | CoO | Nd2O3 | CeO2 | CuO | |
| 5003 | 36,0 | 36,0 | 14,5 | 1,5 | 3,4 | 0,3 | 1,4 | 1,2 | 2,8 | 0,4 | 1,9 | ||||
| 5033 | 37,0 | 37,5 | 14,5 | 1,5 | 3,4 | 0,3 | 1,4 | 1,2 | 2,8 | 0,4 | 0,05 | ||||
| 5310 | 36,2 | 36,9 | 13,4 | 1,4 | 3,1 | 0,3 | 1,3 | 1,1 | 2,6 | 0,3 | 3,4 | ||||
| 5320 | 36,2 | 36,9 | 13,4 | 1,4 | 3,1 | 0,3 | 1,3 | 1,1 | 2,6 | 0,3 | 3,4 | ||||
| 5005 | 36,1 | 38,7 | 2,1 | 4,7 | 0,2 | 0,6 | 0,8 | 0,8 | 2,8 | 0,3 | 1,5 | ||||
В табл. 9,2 приведены составы ряда опалесцирующихэмалей (разработка ВНИИ-ювелирпрома), применяемых на предприятиях ювелирной промышленности, а в табл. 9.3 дан пример нанесения опалесцирующей эмали на изделия из томпака.
Таблица 9.3
| Операция | Оборудование, инструмент, приспособление, материалы | Режим работы | |
| Температура обжига, отжига, охлаждения, травления, °С | Время выдержки, мин | ||
| Произвести контроль*внешнего вида: на основе (заготовках) не должно быть рисок, вмятин, пор и отслоения металла | |||
| Уложить заготовки изделий на подставку | Подставка размерами 140х140x25 мм | ||
| Поместить подставку с заготовками изделий в электропечь и произвести отжиг | Электропечь сопротивления 700 ± 10 СНОЛ 1,6 - 2,5, секундомер | 700 ± 10 | 3 |
| Вынуть подставку с заготовками изделий из печи, перенести на стеллаж, охладить до комнатной температуры | Вилка-держатель, стеллаж (из 20 ± 5 стали 40x1,3), термометр TC-7, секундомер | 20 ± 5 | 20 - 30 |
| Произвести химическое травление заготовок изделий: поместить в корзину для травления, обработать соляной кислотой; для свободного доступа кислоты заготовки необходимо разложить в один ряд | Корзина сетчатая и ванна из 20 ± 5 винипласта, секундомер, термометр, вентилятор, кислота соляная | 20 ± 5 | 1 |
| Промыть заготовки в проточной воде последовательно в трех ваннах | Винипластовая ванна с проточной водой, термометр стеклянный технический, корзина сетчатая | 20 ± 5 | |
| Удалить влагу, просушить | Стол, ткань х/б | ||
| Произвести химическое травление: обработать заготовки меланжем | Корзина сетчатая, ванна, вентилятор, секундомер, термометр ТС-7, меланж кислотный (смесь концентрированных кислот) | 20 ± 5 | 0,25 |
| Промыть заготовки холодной проточной водой | Корзина, ванна, термометр | 20 ± 5 | 1 |
| Промыть заготовки горячей проточной водой | " | 75 ± 5 | 1 |
| Удалить влагу | Ткань х/б | ||
| Нанести заранее подготовленную шликерную массу эмали, разравнять массу, встряхивая заготовки шпателем; удалить избыток влаги | Шпатель, эмаль, ткань х/б | ||
| Уложить заготовки изделий с нанесенной эмалью на подставку, произвести сушку при комнатной температуре | Подставка стальная, секундомер, термометр ТС-7 | 20 ± 5 | 20 - 30 |
| Поместить заготовки изделия в электропечь, оплавить (обжечь) эмалевое покрытие до образования однородного волнистого покрытия, вынуть заготовки изделий из печи | Печь СНОЛ 1,6 - 2,5, секундомер, вилка-держатель | 700 ± 10 | 3 |
| Охладить заготовки до комнатной температуры | Термометр, секундомер | 20 ± 5 | 20 - 30 |
| Произвести химическое травление заготовок изделий с эмалевым покрытием плавиковой кислотой | Корзина сетчатая, ванна, вентилятор, кислота плавиковая, секундомер, термометр | 20 ± 5 | 1 |
| Промыть заготовки изделий сначала в холодной, а затем в горячей проточной воде, удалить влагу | Ванна, корзина, термометр, секундомер, ткань х/б | 75 ± 5 | |
| Нанести повторно шликерную массу эмали, разравнять, удалить избыток влаги | Шпатель, эмаль, ткань х/б | ||
| Уложить заготовки изделий на подставку, просушить на воздухе, поместить в электропечь | Стеллаж, термометр, секундомер, вилка-держатель | 20 ± 5 | 20 - 30 |
| Оплавить (обжечь) эмаль до образования гладкого блестящего покрытия | Печь СНОЛ 1,6 - 2,5 г, секундомер | 720 ± 10 | 3 |
| Удалить заготовки изделий из печи, поместить на стеллаж, охладить, очистить от окалины | Вилка-держатель, стеллаж, термометр ТС-7, секундомер, щетка волосяная | 20 ± 5 | 20 - 30 |
| Произвести химическое травление заготовок изделий в соляной кислоте | Корзина сетчатая ванна, кислота соляная, секундомер, термометр | 20 ± 5 | 0,75 |
| Промыть заготовки в проточной воде последовательно в трех ваннах, удалить влагу | Ванна, корзина, термометр, секундомер, стол, ткань х/б | 20 ± 5 | 3 |
| Произвести химическое травление заготовок изделий в меланже | Корзина, ванна, секундомер, термометр ТС-7, меланж кислотный | 20 ± 5 | 0,25 |
| Промыть в холодной проточной воде | Ванна, корзина, термометр, секундомер | 20 ± 5 | 1 |
| Промыть в горячей проточной воде, удалить влагу тканью х/б | Ванна, корзина, термометр, секундомер | 75 ± 5 | 1 |
| Произвести контроль внешнего вида: эмалевое покрытие должно быть равномерным, без сколов, трещин, царапин, пузырей | |||
Техника эмалирования. Процесс нанесения эмали на ювелирные украшения включает в себя следующие этапы: подготовку эмали, подготовку изделий, наложение эмали, обжиг.
Подготовка эмали. Эмаль с завода-изготовителя поступает в виде плиток или гранул. Дальнейшая ее подготовка, как и весь процесс эмалирования, требует соблюдения особой чистоты. Плитку (куски) , гранулы эмали с посторонними включениями выбраковывают, оставляя лишь те, прозрачность и цвет которых одинаковые. Проверенные и отобранные куски эмали промывают, просушивают, затем дробят в стальной ступке до образования очень мелкой крошки. Крошку тщательно промагничивают и растирают в ступках из поделочных камней при малых объемах эмалей или в мельницах (бедрашницах) при больших. Полученный порошок отделяют (путем отсеивания) от более крупных частиц, эмали маркируют и в таком виде хранят. Перед нанесением на изделие эмаль (размолотую, порошкообразную) подвергают многократной промывке - растворению в воде, получая таким образом устойчивую однородного состава суспензию-шликер. В таком виде эмаль хранится под слоем воды, перед самым наложением вода сливается.
Подготовка изделий к наложению эмали. Эта операция заключается в обогащении поверхностного слоя, его обезжиривании и создании микрошероховатостей поверхности. И золотые, и серебряные украшения подвергают отжигу, а затем отбелу. Если необходимо, изделия кра- цуют жесткими капроновыми или латунными щетками. После этого изделия промывают в воде и просушивают.
Наложение эмали. Эмаль на изделие наносят кисточкой или шпателем - миниатюрной деревянной лопаткой (рис. 9.3, г). Добиваясь получения ровного и плотного покрытия, изделие слегка встряхивают, постукивая по нему пальцем или шпателем.
Эмаль выемчатая прокладывается толстым слоем, выше уровня металла. При глубине выемок не более 0,2 мм эмаль наносится за один прием, а при глубине выемок более 0,2 мм - многократным заполнением. После заполнения углубления эмалью предмет подвергают обжигу.
Эмаль перегородчатая прокладывается тонким слоем ниже уровня металла. Наложение перегородчатой эмали со сканными и филигранными перегородками производят за один прием, причем поверхность обожженной эмали будет иметь вогнутую форму. Если изделие имеет гладкие и прямые ячеистые перегородки, производят многократное наложение эмали. Шликер раскладывают вровень со стенками перегородок, при обжиге эмаль оседает. Прием наложение - обжиг повторяют до тех пор, пока уровень эмали (в обожженном состоянии) не сравняется по высоте с верхней кромкой перемычек ячеек. После этого покрытую поверхность изделия шлифуют до матовой, затем обжигают до появления блеска и полируют. Нередко перегородчатые эмали покрывают бесцветной эмалью (фондоном) при двух- или трехкратном наложении.
Эмаль витражная прокладывается так, чтобы сквозное отверстие было затянуто эмалевым шликером. Заполнение всех отверстий и получение требуемого слоя эмалирования достигается, как правило, за несколько приемов наложение - обжиг, причем для первого наложения используется фондон, а для второго и последующих - цветные эмали. После прокладки эмали лишнюю влагу из нее удаляют фильтровальной бумагой или тканью х/б, а изделие просушивают. Эмаль, попавшую на участки, не подлежащие эмалированию, удаляют.
При нанесении расписных эмалей сначала прокладывают белой эмалью фон, т. е. грунтуют. Но прежде основу (из меди, нейзильбера, серебра, золота) отжигают, протравливают, промывают и сушат. Чтобы основу не коробило, ее покрывают эмалью (из остатков), а обратную сторону - контрэмалью, но уже более тонким слоем. За два-три приема нанесение - обжиг добиваются прокладки покровного слоя эмали цвета особой чистоты. Роспись рисунка осуществляется заранее подготовленными живописными (надглазурными) красками или эмалями с помощью кисточки или чертежного пера. Последовательность выполнения эмалевого рисунка (отдельных его фрагментов) строго зависит от температуры плавления используемых красок (эмалей). В первую очередь прорисовывают участки красками (эмалями), имеющими самую высокую температуру плавления, и производят обжиг, затем повторяют в порядке убывания температур плавления красок (эмалей). В табл. 9.4 приведен пример нанесения эмалевой основы и над- глазурных красок.
Таблица 9.4
| № п/п | Операция | Оборудование, инструмент, приспособление, материал | Режим работы | |
| Температура отжига, обжига, охлаждения, травления, °С | Время выдержки, мин | |||
| 1 | Произвести контроль внешнего вида - на заготовке не должно быть рисок, вмятин, пор и отслоения металла | |||
| 2 | Уложить заготовку изделия на подставку, поместить в электропечь, отжечь | Подставка из стали 40x13, электропечь СНОЛ 1,6 - 2,5, секундомер | ||
| 3 | Вынуть заготовку из печи, охладить до комнатной температуры | Стеллаж (из стали 40x13), термометр, секундомер | 20 ± 5 | 20 - 30 |
| 4 | Произвести химическое травление | Корзина сетчатая (медная), ванночка винипластовая, соляная кислота (концентрированная) | 20 ± 5 | Не более 1 |
| 5 | Промыть холодной водой | Ванночка,термометр,секундомер | 20 ± 5 | 1 |
| 6 | " горячей " | Ванночка,термометр,секундомер | 75 ± 5 | 1 |
| 7 | " холодной " | То же | 20 ± 5 | 1 |
| 8 | Просушить заготовку | Поддон для укладки (из меди), термостат, термометр, секундомер | 65 ± 5 | 5 |
| 9 | Охладить заготовку до комнатной температуры, разместить ее обратной (вогнутой) стороной вверх, нанести контрэмаль. Уложить заготовку на поддон, поместить в электропечь, произвести обжиг контрэмали (до неполной расфлюсовки). Вынуть заготовку из печи, охла дить до комнатной температуры | Рабочий стол, подставки, вытяжной шкаф, шпатель, поддон, эмали ювелирные, электропечь СНОЛ 1,6 - 2,5, секундомер, термометр | ||
| 10 | Произвести химическое травление | Как в пункте 4 | 20 ± 5 | Не более 1 |
| 11 | Промыть холодной водой | Как в пункте 5 | 20 ± 5 | 1 |
| 12 | " горячей " | Как в пункте 6 | 75 ± 5 | 1 |
| 13 | " холодной " | Как в пункте 7 | 20 ± 5 | 1 |
| 14 | Произвести сушку | Как в пункте 8 | 65 ± 5 | 5 |
| 15 | Вынуть заготовку из термостата, охладить до комнатной температуры | |||
| 16 | Протереть заготовку спиртом | Спирт, ткань х/б | ||
| 17 | Нанести (обмазать) на контур заготовки водно-эмалевую смесь, уложить заготовку на поддон, поместить в термостат, произвести сушку, а затем охладить до комнатной температуры | Эмали ювелирные, кисточка живописная, пинцет, термостат, термометр, секундомер, вытяжной шкаф | 65 ± 5 | 5 |
| 18 | Уложить заготовку выпуклой поверхностью вверх, нанести контрэмаль, уложить заготовку на поддон, поместить в электропечь, произвести обжиг, не допуская осыпания эмали | Подставка, эмали ювелирные, шпатель, электропечь СНОЛ 1,6 - 2,5 | 810 ± 10 | Не более 5 |
| 19 | Вынуть заготовку из электропечи, поместить в термостат, охладить до комнатной температуры | Термостат, термометр | 20 ± 5 | |
| 20 | Зачистить контур заготовки | |||
| 21 | Нанести на контур заготовки водно-эмалевую смесь, уложить заготовку на поддон, поместить в термостат, произвести сушку, а затем охладить до комнатной температуры | Как в пункте 17 | 65 ± 5 | 5 |
| 22 | Уложить заготовку выпуклой поверхностью вверх, нанести контрэмаль, уложить заготовку на поддон, поместить в электропечь, произвести обжиг (до образования гладкого блестящего покрытия) | Как в пункте 18 | 800 ± 10 | Не более 5 |
| 23 | Вынуть заготовку из электропечи, поместить в термостат, охладить до комнатной температуры | Как в пункте 19 | 20 ± 5 | |
| 24 | Зачистить контур заготовки; произвести контроль внешнего вида | Рабочий стол, наждак | ||
| 25 | Протереть заготовку спиртом | Спирт, ткань х/б | ||
| 26 | Разместить заготовку на подставке, нанести надглазурные краски (порошок, перемешанный с маслом) в порядке убывания температур плавления на заданную часть рисунка (согласно образцу), уложить заготовку на поддон, поместить в муфельную печь, произвести выпаривание масла (до исчезновения дыма) при открытой дверце | Термометр, секундомер | 250 ± 10 | Не более 5 |
| 27 | Поместить заготовку в электропечь, произвести обжиг (до полного флюсования надглазурной краски) | Печь СНОЛ 1,6-2,5, термометр, секундомер | 830 ± 10 | Не более 5 |
| 28 | Вынуть заготовку из электропечи, поместить в термостат, охладить до комнатной температуры, вынуть из термостата | Термостат, термометр | 25 ± 5 | |
| 29 | Протереть заготовку спиртом | Спирт, ткань х/б | ||
| 30 | Разместить заготовку на подставке, нанести надглазурные краски в порядке убывания температур плавления на заданную часть рисунка (согласно образцу), уложить заготовку на поддон, поместить в муфельную печь, произвести выпаривание масла (до исчезновения дыма) при открытой дверце | Как в пункте 26 | 250 ± 10 | Не более 5 |
| 31 | Поместить заготовку в электропечь, произвести обжиг (до полного флюсования надглазурной краски) | Как в пункте 27 | 810 ± 10 | Не более 5 |
| 32 | Вынуть заготовку из электропечи, поместить в термостат, охладить до комнатной температуры, вынуть из термостата | Как в пункте 28 | 25 ± 5 | |
| 33 | Протереть заготовку спиртом | Как в пункте 29 | ||
| 34 | Как в пункте 26 и 30 | Как в пункте 26 и 30 | 250 ± 10 | Не более 5 |
| 35 | Как в пункте 27 и 31 | Как в пункте 27 и 31 | 800 ± 10 | 3 |
| 36 | Как в пункте 28 и 32 | Как в пункте 28 и 32 | 25 ± 5 | |
| 37 | Произвести контроль внешнего вида | |||
Обжиг эмалей. Осуществляется в муфельных печах при температурах, соответствующих температурам плавления эмалей. Изделия на предварительно прокаленной подставке из листового железа или на нихромовой сетке помещают в печь. Время обжига определяется размером и количеством изделий. В некоторых случаях эмаль обжигают до зеркального блеска (перегородчатые, выемчатые эмали), иногда эмаль спекают, т. е. подвергают промежуточному обжигу (при витражном эмалировании).
Примечание. В целях увеличения срока сохранности рисунка и придания ему особого блеска полностью законченный рисунок покрывают фондоном. Температура обжига фондона 700 - 760 °С, а время выдержки в пределах 3 - 5 мин.
Брак при эмалировании. Виды брака покрытий при эмалировании приведены в табл. 9.5.
Таблица 9.5
| Брак эмалевых покрытий | Причина возникновения | Способ устранения |
| Неровная, шагреневая поверхность | Занижена температура обжига | Опиловка, повторный обжиг |
| Потеря блеска после травления | Нарушен рецепт приготовления эмали | Полирование |
| Пузыри и поры | Некачественная подготовка металла, эмали в воде, некачественная сушка | Повторный обжиг |
| Мутный цвет | Некачественная эмаль | Тщательная промывка эмали, наведение чистоты на рабочем месте |
| Царапины, риски | Несоблюдение требований последующих промежуточных обработок | Повторный обжиг |
| Появление раковин и пузырей на металле | Завышена температура обжига | Снижение температуры обжига до заданной |
Пример несложного ремонта ювелирных украшений с эмалью. Трещины в эмалевом покрытии или отколовшиеся эмалевые участки ремонтируют холодной эмалью. Смесь из копалового лака и размолотой в порошок краски или краски-мастики и лавандового масла наносят на хорошо обезжиренные и подогретые (на спиртовке) места ремонта; после охлаждения и затвердевания эмали лишнюю ее часть сошлифовывают, придают ей блеск, подержав отполированные места над пламенем спиртовки.
Для получения определенного цвета эмали необходимы, естественно, соответствующие краски: белый цвет дают свинцовые белила, красный - кармин или киноварь, синий - ультрамарин или прусская голубая, желтый - хромовая желтая (охра), зеленый - специальная зеленая краска, коричневый - краска умбра. Различные цветовые оттенки получают смешиванием красок.
Обезжиривание изделий осуществляют кипячением в концентрированном растворе соды или поташа с последующей тщательной промывкой в воде или погружением примерно на 10 мин в охлажденный 30 %-ный раствор стенолата с последующей протиркой щеткой и промывкой в воде.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'