8.1. Основные сведения о размерной точности
При шлифовании и полировании постепенное повышение точности размера, формы и улучшение качества изделия происходят в результате последовательного снятия слоев металла с поверхности изделия. Эти изменения характеризуются такими понятиями, как припуск, допуск, номинальный, действенный и предельный размеры, шероховатость поверхности.
Припуском на обработку называется слой металла на поверхности изделия, который оставляется для снятия его выбранным способом в целях достижения заданных точности размера, формы и качества поверхности. Различают общие и межоперационные припуски. Общий припуск - сумма операционных припусков. Межоперационный припуск - слой металла, снимаемый за одну операцию. На рис. 8.1, а приведена схема с указанием операционных припусков и допусков, номинального, предельного и действительного размеров.
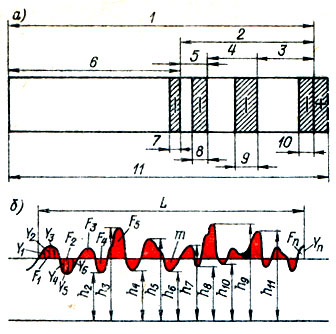
Рис. 8.1. Основные сведения о размерной точности: а - допуски и припуски: 1 - номинальный размер заготовки; 2 - общий припуск; 3, 4 - припуск на черновую и чистовую обработку; 5 - припуск на шлифовку; 6 - наибольший предельный ный размер; 7 - допуск на шлифовку; б - микронеровности поверхности: 8,9 - допуск на черновую и чистовую обработку; 10 и 11 - отрицательная и положительная часть допуска заготовки
При обработке изделий на их поверхности образуются мелкие неровности, выступы, впадины - шероховатости. Они имеют очень малые размеры, измеряемые при шлифовании десятыми и сотыми долями микрометра. Шероховатость поверхности - это размерная характеристика микронеровностей, определяемая одним из следующих параметров: средним арифметическим отклонением профиля Ra, высотой неровностей Rz (рис. 8.1,6).
Шероховатость поверхности определяют на базовой длине, т. е. на длине участка поверхности, выбираемой для определения шероховатости. Базой для определения числовых значений шероховатости является средняя линия профиля m. Она располагается так, что суммы площадей по обе стороны от нее равны:
Высота неровностей R, - это среднее расстояние между находящимися в пределах базовой длины (длины шлифовального участка для измерения шероховатости) пятью высшими точками выступов и пятью низшими точками впадин:
где h - число измерений.
Среднее арифметическое отклонение профиля - среднее значение расстояний (Y1, Y2, Yn) от точек измеряемого профиля до его средней линии - подсчитывают по формуле
где n - число измерений.
Шероховатость обозначают знаком ∇, который представляет собой равносторонний треугольник, за которым указывают параметр шероховатости.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'