2.7. Приспособления
Опорная прокладка-наковальня. Используется как приспособление в процессе чеканки. Простой опорной подкладкой является стальная плита с ровной поверхностью, без острых углов и ребер. Существуют также специальные подкладки, например анка (рис. 2.6, а) (стальная плита кубической формы), имеющая полушаровые углубления различных диаметров, предназначенные для выколачивания сферических заготовок пустотелых изделий. В ряде случаев применяются мягкие подкладки, ослабляющие силу ударов при чеканке. Такие подкладки выполняют из дерева, резины, картона, свинца, смоляной смеси, специальной мастики.
Ручные деревянные тисочки. Состоят из двух равных полукруглой формы общим диаметром 30 - 35 мм деревянных дощечек-губок, соединенных между собой закрепочным винтом (рис. 2.6, б), которым регулируется сила сжатия изделия и соответственно подвижка (расхождение) губок, не превышающая, как правило, 15 мм. Ручные деревянные тисочки используют для операций опиливания, выпиливания, сверления, шабрения, гравирования, закрепки.
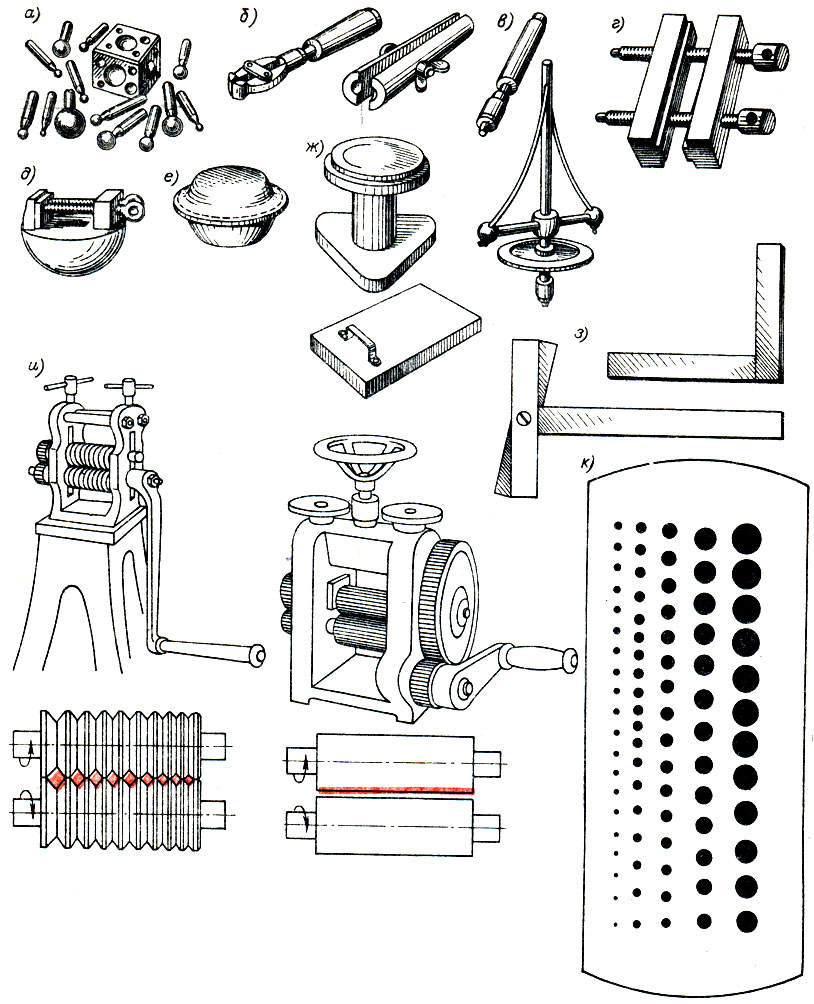
Рис. 2.6. Приспособления
Дрель. Состоит из металлического сплошного стержня, цангового зажима, маховика, ручки, ремня. Стержень необходим для закрепления цангового зажима и маховика, в верхней части которого имеется отверстие для заправки ремня (рис. 2.6, в). В цанговый зажим крепится сверло. С помощью жестко установленного маховика (металлического круга) стержню передается инерционное вращение. Ручка насажена на стержень и имеет свободное перемещение. В рабочее состояние дрель приводится периодическим подтягиванием - опусканием ручки вверх-вниз. Ремень при этом последовательно закручивается вокруг стержня, задавая последнему вращательное движение в обе стороны. Дрель используют для выполнения операций сверления и рассверливания.
Специальное зажимное приспособление. При гравировании удержать изделие в руке удается лишь в редких случаях, обычно же оно должно быть закреплено. Это достигается с помощью ряда приспособлений: деревянных ручных тисков, граверных колодок, крепежных дощечек, шаровых тисков, граверной подушки.
Граверные колодки. Представляют собой две небольшие (20x100 мм) прямоугольного вида металлические пластины (рис. 2.6, г), подвижно соединенные зажимными винтами. Закрепление в них изделий осуществляется одновременно с применением мягких прокладочных материалов (Дерева, кожи).
Крепежные дощечки. Длина дощечек различна и соответствует размерам обрабатываемых плоских изделий; толщина 20 - 25 мм. Изделие на дощечках крепится с помощью паст, сургуча, гвоздиков.
Шаровые тиски-шрабкугель. Выполняются в виде чугунного шара (рис. 2.6, д) диаметром не более 130 мм. Верхняя часть шара срезана. В сегментообразном срезе вырезан паз, в котором с помощью болтов закрепляется дощечка с изделием. Для обеспечения свободного маневрирования (перемещения изделия) под шрабкугель подкладывают кольцо из кожи; как шрабкугель можно использовать отслуживший зажимной патрон шпинделя токарного станка, добавив к нему деталь в виде полушара.
Граверная подушка. Самое простое граверное приспособление. Представляет собой круглую подушечку (рис. 2.6, е), набитую песком. Материалом для подушечки служит кожа или парусина. Используется подушка как подкладка для крепежной дощечки. Изготовить такую подушку трудности не представляет.
Шпатель, кисточка. Шпатель применяется для нанесения эмали, черни, а кисточка для нанесения флюса, эмали и черни.
Рабочая поверхность шпателя должна быть гладкой, полированной, края должны быть слегка скруглены, чтобы не царапать металл и не "срезать" эмаль при ее сглаживании. В последнее время применяется более универсальная разновидность шпателя - бидрашпиц. Слегка касаясь (как бы встряхивая) витой частью бидрашпица боковой поверхности изделия, добиваются равномерного наложения эмали или черни.
Кисточка для нанесения эмали и черни должна быть жесткой и с заостренным концом. Ее размер зависит от количества наносимой эмали.
Леткал. Используются в качестве огнеупорных приспособлений в процессе пайки ювелирных украшений. Обычно ювелиры применяют асбестовый леткал на деревянной основе. Для пайки изделий, которые необходимо паять в вертикальном положении, на леткале укрепляют пружинные зажимы: изделия или детали зажимаются между парными проволочными выступами. Для пооперационной пайки применяют леткал-вертушку, представляющую собой металлический цоколь, на котором на ножке укреплен вращающий стол (рис. 2.6, ж).
Упорный угольник простой и регулируемый. Необходим для проверки перпендикулярности стойки, выступа, элемента изделия, для определения отклонения поверхности от прямолинейности и плоскостности (рис. 2.6, з).
Кернер (металлический пробойник). Необходим для обозначения углублений - центров последующего сверления. Осуществляется кернение ударом молотка по кернеру. Применяется также автоматический кернер.
Чертилка. Металлический стержень, по форме и размерам напоминающий обычный карандаш, только с более заостренным, чем у карандаша, грифелем (иглой). Чертилка необходима для нанесения рисок на размечаемой поверхности как от руки, так и по линейке, угольнику, шаблону.
Разметочная плита. При выполнении разметки в качестве разметочной плиты ювелиры используют металлический незакаленный прямоугольного или круглого сечения брусок размерами примерно 150х100 мм. К нижней его плоскости для уменьшения вибрации наклеивается соразмерный лист плотной, упругой резины. Верхняя плоскость бруска ровная, гладкая. Многие ювелиры при выполнении разметочных работ применяют правочную плиту (флакейзен).
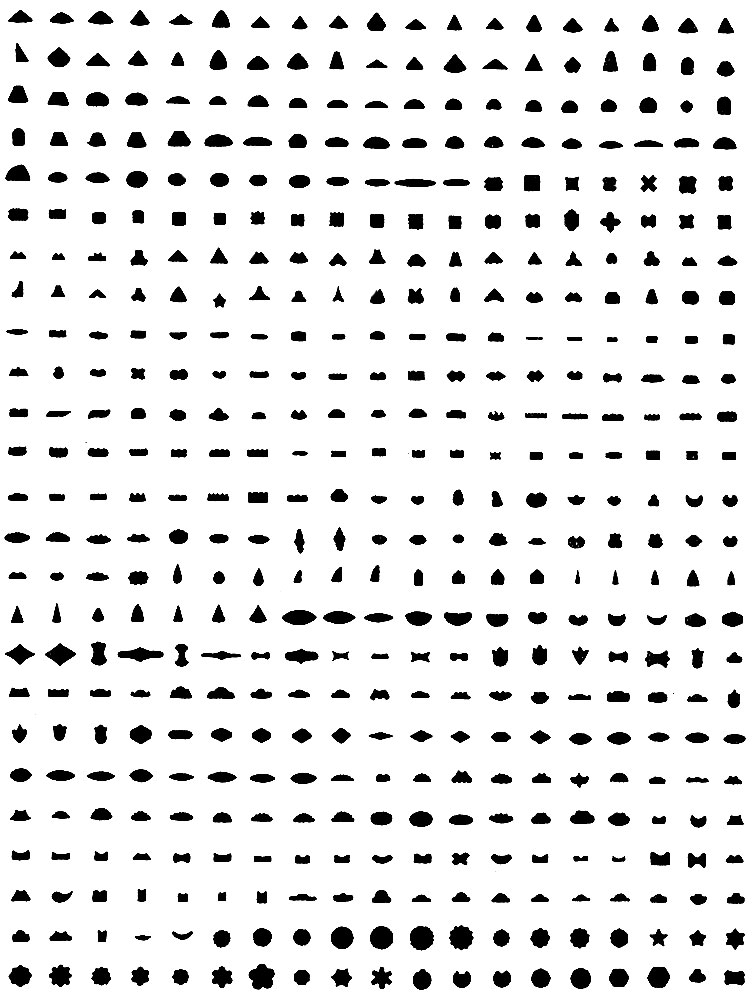
Рис. 2.7. Профили заготовок, получаемых волочением
Ручные вальцы. Необходимы для обработки металла давлением при непрерывном изменении его формы по всей длине или в каком-то заданном участке заготовки. Вальцы (рис, 2.6, и) бывают с валками в форме гладких цилиндров и цилиндров с вырезами различных профилей. Гладкие валки обеспечивают прокат листов, полос, лент, пластин, а профильные служат для получения проката круглой, квадратной и других форм.
Волочильная доска. Применяется для осуществления процесса волочения вручную - протягивания заготовки через коническое отверстие инструмента, называемого матрицей или фильером. Бывает с отверстиями, просверленными непосредственно в ней самой (рис. 2.6, к), но может быть снабжена вставленным в нее комплектом матриц-фильеров. Путем волочения получают из проволоки большего диаметра проволоку требуемого диаметра, а из ленты - трубчатые заготовки, идущие на изготовление шарнирных соединений и оправ для мелких камней. На рис. 2.7 показаны виды профилей заготовок, получаемых волочением, а на рис. 2.8 - рисунчатые поверхности лент и полос, получаемых прокаткой.
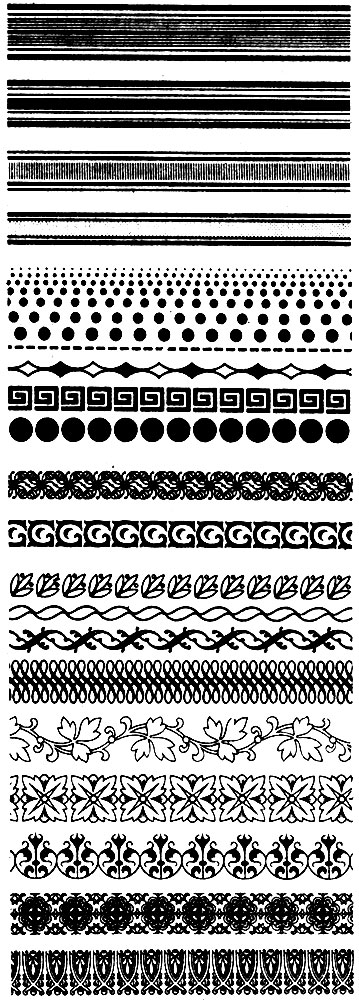
Рис. 2.8. Рисунчатая поверхность лент и полос, получаемая прокаткой
Механические ножницы. Применяются для отделения по заданной линии одной заготовки от другой. Ножницы бывают с параллельными или наклонными ножами (гильотинные ножницы) и с дисковыми ножами (роликовые ножницы).
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'