6. Серьги с камнями
Серьги с камнями (рис. 59) могут изготовляться с креплением в ушах при помощи крючка, захватываемого петелькой, замка типа "патент", а для непроколотых ушей могут применяться замки с упорными винтами или клипсы с защелками. Камни могут крепиться как в глухие, так и крапановые оправы.
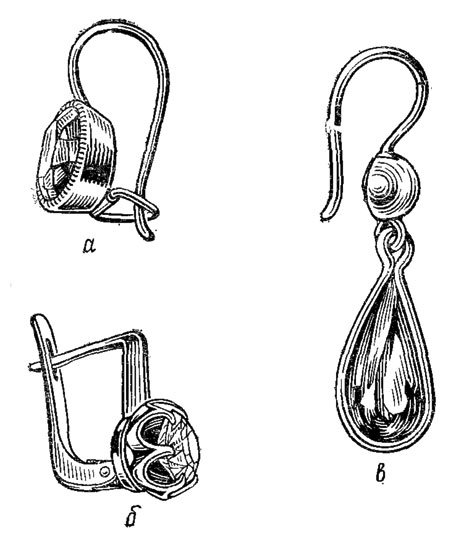
Рис. 59. Серьги с камнями: а - в глухой оправе, замок в виде крючка с петелькой; б - в крапановой оправе, замок типа 'патент'; в - в специальной оправе 'ободок', камень типа 'слезка' в виде дополнительной подвески
Технология изготовления основных художественных элементов серег с камнями такая же, как и для колец. Особенностью является изготовление и крепление замка.
Серьги с замками типа "патент". Для изготовления замка (рис. 60) слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в квадратный пруток требуемого сечения. Из части этого прутка также методом протяжки изготовляют проволоку диаметром 0,8-1 мм для верхнего крючка. Затем от заготовленного прутка отрезают часть заготовки замка.
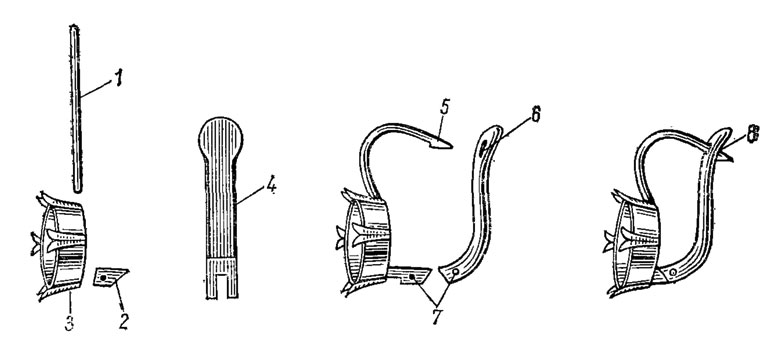
Рис. 60. Последовательность изготовления замка типа 'патент'
Подвижную скобу 4, или так называемый крючок, изгибают в установленном разметкой месте. Удлиненный конец расклепывают методом ковки, создавая на конце необходимый профиль в виде расширенной, но утонченной части. На втором конце крючка лобзиком прорезают паз на глубину 3-4 мм под стойку крепления. Нижнюю стойку 2, отрезанную от общего прутка, дополнительно вальцуют до сечения диаметром 0,3-0,4 мм, отрезают нужного размера и при монтировке припаивают к нижней тыльной стороне каста 3 (оправы).
Затем к касту серьги монтируют проволоку для верхней стойки 1 крючка и подвижную скобу 4 патента. Верхнюю стойку крючка припаивают жестко, а подвижную скобу крепят к стойке 2 шарнира и заштифтовывают 7. Верхнюю стойку крючка изгибают до нужного размера так, чтобы она упиралась в подвижную скобу, и намечают место для прорези 6 в подвижной скобе замка. Просверливают отверстие 8, а затем прорезают его лобзиковой пилочкой.
После выполнения указанных операций опиливают верхний крючок и конец его запиливают в виде зуба 5, который в подпружиненном состоянии держит крючок замка. Верхняя стойка крючка может быть изогнута в виде овала или под углом 90° (рис. 61). Затем изделия рихтуют, шабруют и предварительно шлифуют. В таком виде их клеймят. Доводка и отделка изделия осуществляются по общепринятой технологии.
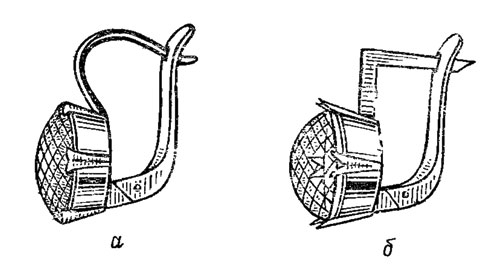
Рис. 61. Серьги с замком типа 'патент': а - верхняя стойка имеет овальную форму, б - верхняя стойка изогнута под углом 90°
Серый с замками в виде упорных винтов. Серьги с упорными винтами для непроколотых ушей отличаются по конструкции и методу крепления в ушах от серег на винтах. Серьги с упорными винтами (рис. 62, а) должны плотно прижиматься к мочке уха и в связи с этим тыльная сторона оправы под камень или художественного элемента, а также упор винта должны быть тщательно отполированы, чтобы не царапали мочку уха.
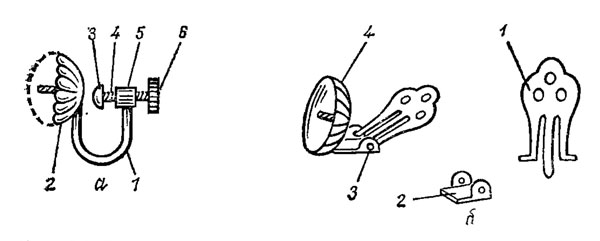
Рис. 62. Серьги для непроколотых ушей: а - с замком в виде упорного винта: 1 - скоба замка, 2 - каст, 3 - упорная пластинка, 4 - винт, 5 - столбик, 6 - рукоятка; б - с замком в виде защелки (клипсы); 1 - пластинчатая защелка, 2 - кронштейн, 3 - защелка, вмонтированная в кронштейн, 4 - каст
Для изготовления замка слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в квадратный пруток требуемого сечения. Из части этого прутка протягивают проволоку диаметром 1-1,2 мм для изготовления скобы замка, отрезают часть ее в соответствии с необходимым размером. Затем часть квадратного прутка методом опиловки или вальцовки на профильных вальцах обрабатывают в пруток круглого сечения диаметром 2-2,2 мм и отрезают от него часть длиной 5-6 мм, получив таким образом столбик. К середине (по длине) столбика припаивается ранее подготовленная проволока для скобы замка. В столбике просверливают отверстие диаметром 0,8-0,9 мм и метчиком M1 нарезают резьбу.
От протянутой ранее проволоки отрезают кусок длиной 15-16 мм, нарезают на нем резьбу M1, соответствующую резьбе в столбике. Затем из куска (слитка) отпиливают, а затем вальцовкой и последующей опиловкой изготовляют круглую пластинку диаметром 5-6 мм и толщиной 1,8-2 мм для рукоятки. Для улучшения удержания рукоятки пальцами в период завинчивания или вывертывания упорного винта на торцевой части пластинки по всему периметру делают мелкую насечку. К центру этой пластины (рукоятки) перпендикулярно припаивают проволоку с предварительно нарезанной резьбой. Полученный винт с рукояткой завинчивают в резьбовое отверстие столбика и отрезают винт до нужного в соответствии с требованиями заказа размера (как правило, 10-12 мм).
Упорную пластинку изготовляют вальцовкой куска (слитка) драгоценного металла до толщины 0,8-1 мм с последующей штамповкой или выпиливанием круглой пластинки диаметром 5-6 мм, которую с помощью пуансона формуют до образования небольшой сферы (выпуклости). С вогнутой стороны к центру упорной пластинки припаивают свободный конец винта. После пайки упорную пластинку и рукоятку рихтуют по отношению к винту и столбику.
Проволоку (скобу) со смонтированным на одном конце упорным винтом свободным концом припаивают к касту или художественному элементу серег. Затем в соответствии с толщиной мочки и высотой прокола проволока изгибается в скобу, после чего проводится рихтовка, шабровка и предварительная шлифовка серег с последующим клеймением. Доводка и отделка серег производится по общепринятой технологии.
Серьги типа клипс. В серьгах для непроколотых ушей типа клипс (рис. 62,б) применяются защелкивающиеся замки. Как и в серьгах с замками в виде упорных винтов, тыльная сторона каста или художественного элемента, а также пластина (защелка) должны быть хорошо отполированы, чтобы в момент прижима к мочке уха не царапали его.
Замок состоит из кронштейна и пластинчатой защелки. Оба элемента, как правило, штампуются и формуются механическим путем из предварительно отвальцованной из слитка (куска) драгоценного металла пластины толщиной 0,5-0,6 мм. Кронштейн и защелку можно изготовить также вручную. Для этого предварительно делают разметку на пластине, затем заготовки выпиливают и формуют с помощью приспособлений. После формовки в боковых перегородках кронштейна просверливают симметричные отверстия. Затем кронштейн припаивают к касту или художественному элементу. Боковые перегородки кронштейна с помощью плоскогубцев несколько раздвигают и в отверстие вводят усики (шарниры) защелки, после чего боковые перегородки опять стягивают так, чтобы защелка могла свободно двигаться в кронштейне. Язычок защелки должен быть нагартован и выгнут так, чтобы в открытом состоянии он подпружинивался, а при закрывании защелкивался.
Могут применяться защелки различных конфигураций, а также и другие методы сборки защелок с кроншейнами, однако принцип работы замка в серьгах типа клипс одинаков.
После сборки (монтажа) серег производится их рихтовка, шабровка и предварительная шлифовка с последующим клеймением. Доводка и отделка серег производится по общепринятой технологии.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'