12. Эмалирование
Эмалирование - метод специальной художественной отделки ювелирных изделий, основанный на технических способах нанесения эмали на поверхность изделия. Основой для эмали является бесцветный стекловидный расплав.
В зависимости от особенностей применения тепловое расширение эмали должно быть выше, чем у обычного стекла, чтобы не возникали напряжения между эмалью и металлом при охлаждении; температура плавления эмали должна быть ниже температуры плавления основного металла.
Так как цвет первичного (сырого) материала редко соответствует цвету переплавленной эмали, рекомендуется изготовлять пробные пластины, которые покажут натуральный цвет эмали на различных материалах основы.
Для обжига эмали рекомендуется пользоваться электрическими муфельными печами. Обжиг открытым газовым пламенем не рекомендуется, так как эмаль при этом нагревается неравномерно. Изделия устанавливают в печь на специальных подставках в виде облегченных решеток.
Имеется несколько видов эмалей в зависимости от технических способов нанесения ее (рис. 44).
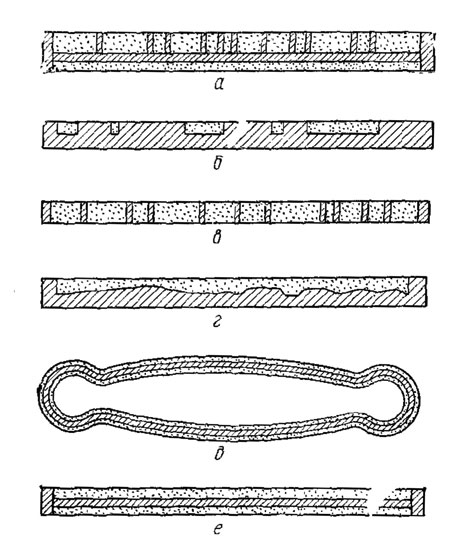
Рис. 44. Схема основных технических способов нанесения эмали: а - перегородчатая, б - выемчатая, в - оконная (просвечивающая), г - рельефная выемчатая, д - накладная, е - росписная
Для получения перегородчатой эмали на пластинку устанавливают или напаивают перегородки из плоской вальцованною проволоки. Пространства между ними заполняют эмалью. Перегородки выбивают в соответствии с контуром рисунка.
Для выемчатой эмали в толстой пластине делают углубления, которые затем заполняют эмалью. Углубления можно получить гравировкой, травлением, чеканкой и т. д.
Филигранная эмаль - это комбинация перегородчатой и выемчатой эмалей. На тонкой пластине плоским чеканом выбивают углубления, в которые согласно рисунку впаивают перегородки и после этого ячейки заполняют эмалью.
Для получения оконной (просвечивающей) эмали основу, удерживающую эмаль, вырезают из металла или изготовляют из ажурной филиграни. Пространство заполняют эмалью и обжигают.
Рельефная (выемчатая) эмаль - это разновидность выемчатой эмали. Рельефные углубления в пластине выполняют штихелем. Когда фон покрывают прозрачной эмалью, то углубления, имеющие более толстый слой эмали, становятся темными, выступающие же части остаются более светлыми.
Для накладной эмали из тонкой полосы изготовляют контурные фигуры в соответствии с рисунком и с обеих сторон покрывают их эмалью.
Расписные эмали получают следующие образом. Пластину основания покрывают тонким слоем прозрачной эмали. Рисунок наносят тщательно растертыми красками и затем обжигают. Законченную живопись после обжига иногда покрывают бесцветной эмалевой глазурью.
В качестве основы для нанесения эмали наиболее подходящим металлом является золото. Оно обладает малым коэффициентом теплового расширения при нагреве и придает эмали особую яркость. Серебро, наоборот, обладает большим коэффициентом теплового расширения, поэтому плохо соединяется с эмалью. Для лучшей схватываемости серебряной основе придают шероховатость.
Медь, как и золото, подходит в качестве основы для эмали, однако она имеет пониженную отражательную способность, и многие эмали, которые сильно светятся на фоне золота и серебра, выглядят на меди грязными и темными.
Для хорошего схватывания с эмалью металлы очищают и обезжиривают. Перед нанесением эмали окончательно обработанные заготовки подвергают отжигу и травлению, а затем их крацуют латунными щетками, промывают в проточной воде и просушивают в опилках. Если водяные капли при промывке еще собираются на поверхности изделия, то, значит, металл еще имеет следы жиров и процесс подготовки изделия нужно повторить.
Непросвечивающую эмаль растирают в небольшом количестве воды до порошкообразного состояния в фарфоровой ступке, а прозрачную - еще мельче, чтобы повысить ее светосилу. В обоих случаях порошки красок эмали промывают и отстаивают до тех пор, пока вода не станет прозрачной.
Наносят эмаль на изделие в небольшом количестве увлажненной кисточкой или узким шпателем. Эмаль должна быть кашеобразной (средней вязкости), так как жидкая эмаль разливается и смешивается с ранее нанесенными красками, а очень вязкая плохо распределяется по поверхности.
Перед обжигом эмаль просушивают до тех пор, пока порошок не станет совсем сухим. Затем изделие на специальной подставке погружают в печь, которая нагрета до определенной температуры. Время обжига зависит от вида эмали, массы изделия, вида нагрева и температуры печи. Высокая температура печи способствует быстрому обжигу. Сначала эмаль спекается в массу вязкую и тягучую, затем поверхность ее выравнивается, становится гладкой, приобретая стекловидный блеск. Для получения блестящего красивого эмалевого покрытия обжиг производится 3-4 раза.
После обжига изделие с эмалью отбеливают в 15%-ном растворе серной кислоты, а при необходимости шлифуют эмаль карборундовым шлифовальным камнем (вначале крупнозернистым, а затем мелкозернистым, смачивая его водой). Хорошо промытое изделие на незначительное время устанавливают в разогретую муфельную печь, где поверхность эмали оплавляется, получая естественный блеск.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'