Литье
Оборудование мастерской и материалы для литья
При выборе места для литейной мастерской следует руководствоваться теми же соображениями, что и при строительстве кузницы. Помещение должно быть светлым, сухим, иметь хорошую вентиляцию и быть пожаробезопасным. Для литейных работ можно использовать кузницу.
Литейную мастерскую оборудуют рабочим столом, на котором производят формовку, нагревательной печью (горном), емкостью для хранения формовочной смеси, стеллажами и шкафами для хранения инструментов и приспособлений. Над печью и местом заливки форм размещают вытяжные зонты.
Для литья редко применяются металлы в чистом виде, так как их химические и физические свойства не всегда соответствуют требованиям, предъявляемым к изделию, и технологии литья. Поэтому чаще всего используют сплавы. Сплавом называется соединение нескольких металлов и химических элементов, которые Придают ему определенные свойства. Основными литейными свойствами сплавов являются жидкотекучесть, усадка и ликвация.
Жидкотекучестью называют способность расплавленного металла заполнять форму, возрастающую с повышением температуры сплава, а также зависящую от его химического состава.
Усадка - это уменьшение объема и линейных размеров изделия в форме после охлаждения металла.
Ликвацией называют неоднородность химического и физического состава сплава в разных частях отливки, зависящую от формы и размеров отливки.
Наиболее часто в домашней мастерской применяют сплавы на основе меди - бронзу и латунь, алюминиевые сплавы, а также тяжелые металлы - свинец, олово, цинк.
Бронза - сплав меди с оловом или другими элементами - свинцом, фосфором, никелем (в зависимости от назначения). При наличии в бронзе 16-25 % олова она приобретает желто-белый цвет, при значительных присадках олова (свыше 25 %) - светло-серый. Белая бронза, похожая на серебро, содержит 33 % олова. Наибольшую твердость имеет бронза, содержащая 27 % олова, однако при этом увеличивается ее хрупкость. При присадке 4-6 % олова она становится пластичной и ее можно ковать.
Температура плавления меди 1083 °С, но при содержании в ней 8 % олова она снижается и составляет 980 °С, 25 % - 800 °С.
Латунь - сплав меди с цинком (до 45 %). Хорошо обрабатывается на режущих станках, паяется мягкими и твердыми припоями, легко и прочно воспринимает гальванические покрытия. Температура плавления 980°-1000 °С. Большинство латуней отливается плохо, однако добавка алюминия улучшает их литейные свойства.
Алюминиевые сплавы. Алюминий в чистом виде, как и все металлы, в основном не применяется для литья. Для этих целей наибольшее распространение получил силумин - сплав алюминия с кремнием, имеющий хорошие литейные свойства.
Для выплавки металла в домашней мастерской применяют электрические печи, коксовый горн, при изготовлении отливок небольшой массы - газовые и бензиновые горелки.
В лабораторной муфельной печи, дающей температуру до 1000 °С, плавят алюминий (температура плавления 660 °С) и его сплавы. Для этого изготовляют металлический тигель, который свободно помещается в муфельную печь. На одном из торцов тигеля приваривают две втулки для захвата и перемещения его (рис. 76). Расплавленный алюминиевый сплав интенсивно разъедает обычную сталь, поэтому тигель желательно выполнять из жаропрочной, нержавеющей стали или чугуна.
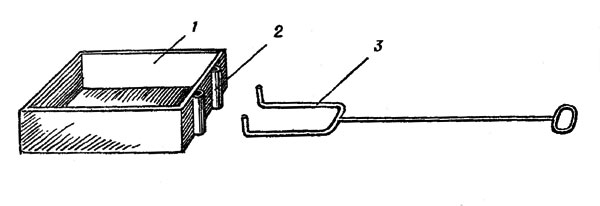
Рис. 76. Тигель для плавки металла в муфельной печи: 1 - металлический тигель; 2 - втулки; 3 - захват
Муфельную печь можно изготовить самому. Для этого понадобится огнеупорная шамотная глина, 24 м нихромовой проволоки диаметром 1,2 мм и металлический кожух. Из глины делают стакан с внутренним диаметром 150 мм и толщиной стенок 20, высотой до 250 мм. Стакан желательно обжечь при температуре 950-1000 °С, в крайнем случае - в процессе использования печи. Затем на обожженный или хорошо высушенный стакан наматывают нихромовую проволоку. Чтобы не произошло замыкания, между витками прокладывают асбестовый шнур. Можно на влажный стакан намотать обычный шнур, который после сушки удаляют, а в образовавшееся углубление укладывают нихромовую проволоку. Затем поверху стакан обматывают асбестовым шнуром и промазывают жидким стеклом. После высыхания стакан с обмоткой помещают в металлический кожух, предварительно насыпав на его дно слой теплоизоляционного материала, и выводят через керамические изоляторы наружу концы проводов. Далее выполняют теплоизоляцию с боков и стакан закрывают крышкой. В качестве теплоизоляционного материала применяют перлит (вспененный кварц), асбестовую вату, шамотную крошку (рис. 77)/ Тигель вытачивают на токарном станке. Диаметр его должен быть меньше диаметра муфеля с учетом зазора на расширение при нагревании.
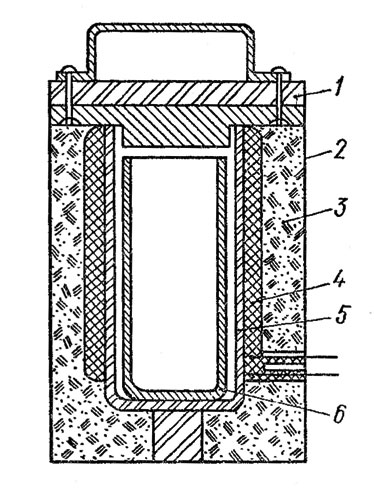
Рис. 77. Муфельная печь для плавки металла: 1 - крышка (металл, шамотная глина); 2 - металлический кожух муфельной печи; 3 - теплоизоляционная засыпка; 4 - обмотка (нихром, асбестовый шнур), 5 - керамический муфель; 6 - металлический тигель
Конструкцию муфельной печи можно усовершенствовать, сделав ее поворотной, тогда отпадает необходимость при каждой заливке вынимать тигель, что часто приводит к разрушению муфеля (рис. 78). В данном случае необходимо предусмотреть жесткую фиксацию металлического тигеля с корпусом печи, так как в противном случае он будет свободно перемещаться в муфеле, что также приведет к его разрушению.
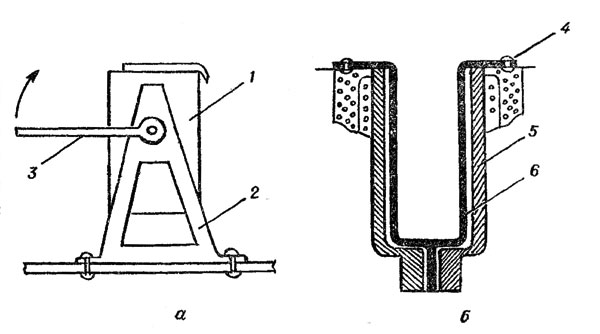
Рис. 78. Конструкция поворотной муфельной печи и фиксация металлического тигля в муфеле: а - общий вид; б - фиксация тигля в муфеле; 1 - муфельная, печь; 2 - станина; 3 - поворотный рычаг; 4 - корпус печи, к которому на болтах крепится верхняя часть тигля; 5 - керамический муфель с отверстиями в донной части; 6 - металлический тигель с хвостовиком, который входит в отверстие муфеля
Для плавки металлов с высокой температурой плавления в условиях домашней мастерской можно изготовить шахтный горн (рис. 79). Коэффициент полезного действия его невысокий, однако он обладает рядом преимуществ, а именно: универсальностью, простотой изготовления, минимальной поверхностью соприкасания металла с печными газами, что способствует улучшению его качества. Шахтный горн также можно использовать для плавки алюминиевых сплавов. В плане шахта его имеет квадратное сечение. Углы ее являются мертвыми зонами, поскольку они заполнены топливом, теплоотдача которого не используется. Наружные стены шахты выкладывают из обычного кирпича, а внутренние футеруют огнеупорным. В нижней части шахты размещена чугунная колосниковая решетка, отделяющая ее от зольной камеры. Колосниковую решетку можно использовать стандартную. Низ горна под колосниковой решеткой (зольник) устраивают так, чтобы обеспечить удобное удаление золы, а также подачу воздуха, необходимого для горения кокса (антрацита, древесного угля).
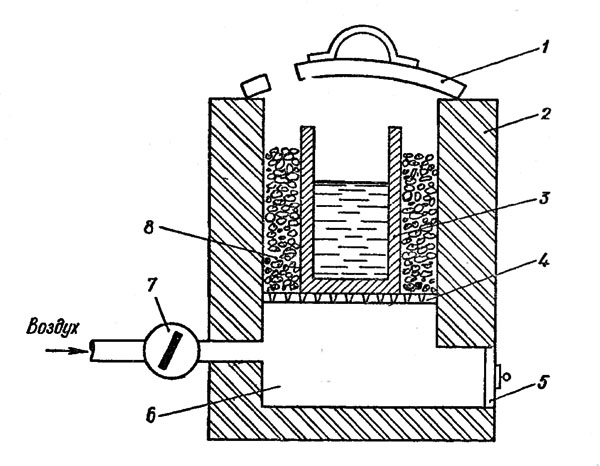
Рис. 79. Шахтный горн для плавки металла: 1 - крышка с отверстием для выхода топочных газов; 2 - стенки горна (огнеупорный кирпич); 3 - тигель; 4 - колосниковая решетка; 5 - дверка зольной камеры; 6 - зольная камера; 7 - регулятор подачи воздуха; 8 - кокс
Тигель устанавливают на огнеупорную подставку, расположенную на колосниковой решетке, вокруг него засыпают топливо. Воздух, необходимый для горения топлива, подается под колосники с помощью вентилятора. Продукты горения удаляются из верхней части шахты через боковое окно в дымовую трубу или вытяжной зонт. Сверху шахту закрывают крышкой. Размер шахтного горна может быть произвольный.
Плавку производят в чугунных или графитовых тиглях. Графитовые тигли выдерживают меньше плавок, чем чугунные, однако они не загрязняют сплав железом. Тигли изготовляют из смеси следующего состава, частей по объему:
1. Графит (тигельный) 4,7
Шамотная глина 3,6
Кварцевый песок 0,9
Каолин 0,2
2. Огнеупорная глина 5,0
Шамот 2,5
Каолин 1,3
Графит (тигельный) 1,2
Для плавки небольших порций металла используют бензиновые или газовые горелки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'