Изготовление колец
Производство ювелирных изделий из золота и серебра может быть специализировано. Так, например, можно выделить производство колец, особенно литых, которое известно с древнейших времен. Различные по форме кольца отливают из расплавленного благородного металла в литейных формах, изготовленных из сепии или мелкого (формовочного) песка. Формы и модели колец каждый ювелир готовит самостоятельно (рис. 15). Модель из мягкого цветного металла имеет полую шинку, размер которой зависит от величины кольца. Для приготовления литейных форм используют сепии - известковые овальные раковины морского моллюска каракатицы размером от 8X4 до 15X6 см (рис. 16), которые водятся во всех морях Европы, однако чаще встречаются в Адриатическом море. В затвердевшем сухом состоянии сепии, с одной стороны, заполнены мягким известковым веществом. Раковину сепии разрезают в продольном направлении на две половины (для модели кольца с низким кастом) или на три части (для колец с высоким или широким кастом). Каст - корона кольца - должен быть расположен в утолщенной части формы. Известковое вещество сепии вырезают ножом, затем обрабатывают отдельные части на широкой поверхности напильника или ровном карборунде и трут одну часть о другую до тех пор, пока обе половины (третью часть пришлифовывают снизу) тесно не примкнут друг к другу. Модель кольца вдавливают посередине одной части сепии головкой вниз только до половины продольной оси. На месте, где должен находиться камень, по его размеру устанавливают древесный вкладыш, с помощью которого в отливке образуется пространство для установки камня. К первой полуформе прилаживают и прижимают вторую половину формы; снизу к ним прикладывают третью часть заготовки формы. Прежде чем вынуть модель, наружные края формы обрезают в виде призмы, а поперек зазоров пилкой или чертилкой прорезают расходящиеся в разные стороны риски для того, чтобы по этим контрольным желобкам можно было правильно сложить отдельные части формы. В одной части раковины по обеим сторонам вдавленной модели прорезают чертилкой тонкие риски так называемые воздушные каналы, наискось снизу вверх для отвода воздуха при заливке расплавленного металла, а также для того, чтобы форма не разорвалась. Наконец модель вынимают из сепии и шинку кольца в обеих половинках формы окончательно дорабатывают. Одновременно ножом в верхней части формы прорезают воронкообразный литниковый канал для заливки расплавленного металла (рис. 17). После соединения одинаковых частей по обозначенным контрольным рискам форму связывают мягкой проволокой и прикрепляют к соответствующей рукоятке. Чтобы отливка не стала пористой, форма должна быть сухой, а перед непосредственной заливкой в расплавленный благородный металл необходимо добавить немного цинка. Перед заливкой металл сильно протравливают. В процессе заливки надо следить за тем, чтобы в форму вместе с металлом не попали расплавленная бура или зола. Каждую форму можно использовать только один раз, иначе сепия выгорит. После извлечения отливки из формы избыток металла срезают, а заготовку обтачивают.

Рис. 15. Модель кольца английского образца
Тигель для плавки металла, изготовленный из препарированного или искусственного угля, следует соответствующим образом подготовить (рис. 18). Глубокая ямка не подходит, так как жар в нее не проникает, и в результате металл будет плавиться неравномерно, а на поверхности разбрызгиваться. При помощи воздушной струи от воздуходувки буру перед разливкой металла осаждают.
Рис. 16. Сепия (осса сепия)
Более удобен тигель с неглубокой ямкой, немного приподнятой в центре; благодаря этому увеличивается поверхность металла и расплавленный слиток не принимает форму шара. При такой форме тигля облегчается также разливка металла. Закругленный вырез в крышке с открывающимся отверстием, направленным вверх под углом, равномерно распределяет жар. Крышка, соединенная с подкладкой кусочком проволоки, не соскальзывает с нее.
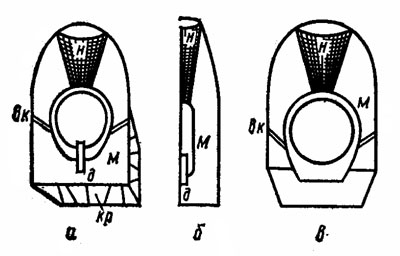
Рис. 17. Форма для сепии для отливки кольца: а - из двух частей; б - в профиль; в - из трех частей; м - модель; к -литниковый канал; вк - воздушный канал; кр - контрольные риски; д - древесный вкладыш
Когда требуется отлить более крупные предметы или большее количество моделей, то для этого используют литье в формах из песка (рис. 19). При такой отливке применяют формовочную рамку (опока - прим. пер.), одну половину которой кладут на плоскую доску и наполняют утрамбованным песком, увлажненным пивом или сиропной водой. Затем в форму вдавливают модель до половины глубины песка; если формовочный песок очень глубокий, то верхний лишний слой удаляют. Форму посыпают пылью из древесного угля или известью, устанавливают на ней вторую формовочную рамку и заполняют ее мелким песком. После этого форму осторожно разъединяют и в обеих половинах прорезают к модели литниковый канал. При отливке нескольких предметов модели устанавливают одна возле другой и соединяют литниковыми каналами. Для обеспечения отвода воздуха от каждой модели проделывают вверх воздушные каналы (для золотых изделий - узкие, для серебряных - более широкие). Модель осторожно вынимают, формовочные рамки снова собирают, основательно просушивают и перед заливкой сильно нагревают.
Широкое распространение в настоящее время получила новая технология изготовления мелких предметов - центробежное литье в "потерянном воске". Отливки, полученные этим способом, по форме и внешнему виду более совершенны, их дальнейшая обработка по сравнению с отливками в сепии или в песчаной форме значительно упрощается и становится более экономичной. Следующее преимущество заключается в том, что одновременно можно отлить несколько моделей. Последовательность изготовления моделей следующая: с предмета или модели, которые собираются отлить, снимают гипсовые оттиски; с закругленных моделей, например колец, делают двусторонние оттиски. Оригинал модели (из глины, формовочного воска, цинка, свинца, олова или латуни) смазывают тонким слоем масла и погружают горизонтально одной стороной в гипсовую кашицу так, чтобы другая половина оставалась свободной (как в сепии). Как только гипс затвердеет, модель вынимают, просушивают и промывают мыльной водой. Затем модель вкладывают назад в гипсовый оттиск и полностью заливают гипсовой кашицей. После просушки обе части быстро разъединяют и модель вынимают.
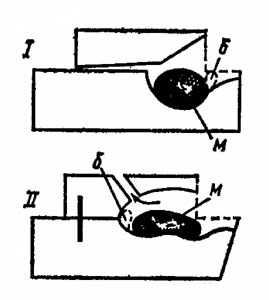
Рис. 18. Тигель для плавки металла: I - неправильно; II - правильно; м - материал; б - бура
Вместо гипса можно использовать формовочную пасту "Эластик". "Эластиком" заливают нижнюю половину специальной рамки, в которую затем вдавливают модель (до половины). По истечении 3-5 мин "Эластик" вокруг модели затвердевает. Остаток формовочной пасты, выдавленный моделью, обрезают по нижней ее половине. Затем формовочной пастой заливают верхнюю часть рамки и другую выступающую из нижней рамки часть модели. После того, как паста затвердеет (примерно через 5 мин), рамки осторожно разъединяют и модель из нее вынимают так, чтобы не повредились края и мелкие детали. После прорезки воздушных и литниковых каналов основная негативная форма для литья по восковой модели считается готовой.
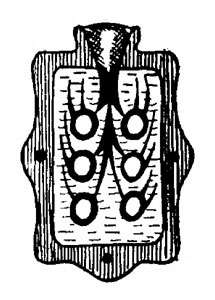
Рис. 19. Литейная форма из песка
В специальном бачке со сливной трубкой (имеется в виду инжекционная установка со штуцером - прим. пер.) растапливают соответствующее количество голубого воска, который тонкой струйкой вливают в форму. После того, как воск затвердеет (в течение 2 мин), рамки осторожно разъединяют и восковую отливку вынимают. Излишки воска удаляют. Подобным методом можно сделать любое необходимое число отливок. Однако после отливки 20 шт. восковых моделей форма сжимается и твердеет.
Голубой воск имеет следующие преимущества: после охлаждения он становится твердым и пластичным, модель нетрудно исправить или изменить в соответствии с замыслом. Следы от воздушных и литникового каналов заглаживают, а затем модель при помощи толстой диаметром до 0,7 мм иглы прочно устанавливают на основании - маленькой деревянной тарелке с полукруглой приподнятой серединой, которая служит также затвором для металлической втулки, называемой кюветом (рис. 20).
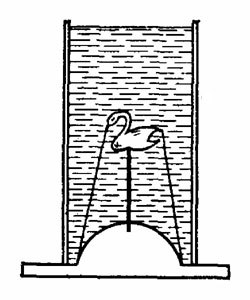
Рис. 20. Кювет
Кюветы различаются по размеру и количеству моделей, которые должны быть одновременно отлиты. При литье небольших предметов воздушные каналы, как правило, не прорезают. При литье крупных предметов, особенно при отливке изделий из серебра, дополнительно готовят тонкие восковые нити, которые прикрепляют к восковой модели и к выпуклой полукруглой тарелке. Модель осторожно протирают мягкой кисточкой, смоченной в спирте (смоченная спиртом модель обезжиривается и формовочная масса плотно прилегает к модели - прим. пер.). Формовочная масса (экспадент) представляет собой смесь алебастрового гипса с мельчайшим кремниевым песком, замешенную в холодной воде до густоты взбитых сливок. Мягкой кисточкой формовочную массу (хорошо перемешанную) наносят на модель, затем сверху надевают кювет, который заливают формовочной массой. Смесь быстрее заполнит кювет, если по нему в процессе заливки слегка постукивать. Как только смесь застанет, вынимают деревянное основание, а затем и иглу, на которой крепилась модель. Оставленный иглой небольшой канал будет служить отверстием для литья металла, а полукруглое выпуклое основание создаст литейное углубление. Вместо деревянного основания можно использовать пластилин.
Кювет высушивают на слабом огне или в небольшом пламени горелки Бунсена до тех пор, пока не испарится вся влага. Затем его прокаливают в печи до красноты, в результате чего восковая модель и воздушные каналы из восковых нитей растапливаются (воск "теряется" - вытекает). Однако кювет нельзя перегревать, иначе сцементировавшаяся масса растрескается и литье будет неточным.
После прокаливания кювета приступают к подготовке золота или серебра к литью. Материала следует взять немного больше, чем позволяет объем модели (при небольшом кювете не более 14-16 г). Чтобы не осталось следов от буры, материал протравливают и очищают. Когда кювет достаточно прокалится, его вынимают из печи и устанавливают на ручной центрифуге (рис. 21) литниковым каналом вверх.
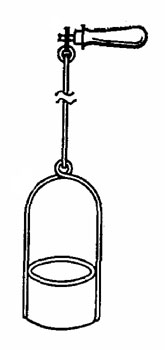
Рис. 21. Ручная центрифуга для центробежного литья
В литниковое углубление высыпают нарезанный на мелкие кусочки металл, который расплавляют паяльным пистолетом. Как только на поверхности металла появится зеркальный блеск, необходимо тотчас начать быстро крутить центрифугу. Расплавленный металл под действием центробежной силы проникнет в литниковый канал и заполнит пространство восковой модели. После того, как металл застынет, кювет охлаждают студеной водой, формовочную массу растворяют, а ее остатки на отливке легко счищают. Тонкую проволочную наливку отрезают. Остается проверить, все ли сделано правильно: требует отливка дополнительной обработки или нет, чистая ли она, гладкая ли у нее поверхность и точно ли отлиты мелкие детали.
Подобным способом очень удобно также отливать полые модели. Технологический процесс тот же, только восковая модель отсасывается с помощью специальной установки для всасывания воска. При таком способе литья хорошо прорабатываются тонкие детали модели. Вместо ручной центрифуги применяют специальные установки. Формовочные пасты изготавливают специальные предприятия.
Восковые модели делают также в аппаратах для литья форм в жесткой резине. Металлическую модель помещают между двумя резиновыми пластинами, которые вулканизируют под прессом, снабженным вулканизатором. При помощи такой резиновой формы можно сделать столько восковых копий, сколько их требуется для одновременной отливки. После извлечения восковой модели из резиновой формы ее крепят при помощи короткой ножки к восковому стояку в форме елки и устанавливают на основании из пластической массы (пластилина). Далее процесс протекает так же, как и при центробежном литье.
Машинное литье. Самые разнообразные и сложные по форме драгоценности сегодня серийно отливают при помощи электрических аппаратов, которые плавят металл, а также отливают изделия в "потерянном" воске, что значительно облегчает и совершенствует работу ювелира. Специальные лигатуры сплавов для центробежного литья изготовляют в аффинериях. Созданные в процессе центробежного литья образцы представлены на рис. 22.

Рис. 22. Машинное литье: стояк из восковых моделей и стояк из отливок
Изготовление восковых моделей. Вакуумная впрыскивающая установка в течение одного рабочего процесса позволяет одновременно вакуумировать резиновые матрицы и впрыскивать воск. Откачка воздуха из резиновой формы перед впрыскиванием воска улучшает и убыстряет заливку, а также препятствует образованию воздушных пузырей. В комплект оборудования входят: установка для вакуумного всасывания и впрыскивания с автоматической регулировкой температуры, ножная педаль для управления движущимися элементами вентиля, инъектор воска с автоматической регулировкой температуры и вакуумный насос. Все оборудование устанавливается на устойчивом рабочем столе.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://iznedr.ru/ 'Из недр Земли'